برنامه نویسی به زبان استپ لدر
در این آموزش قصد داریم برنامه نویسی دستگاههای PLC انجام شود که برای پروسههای تکراری و برنامهنویسیهای گسترده بسیار پرکاربرد […]

در این آموزش قصد داریم برنامه نویسی دستگاههای PLC انجام شود که برای پروسههای تکراری و برنامهنویسیهای گسترده بسیار پرکاربرد است و به این نوع برنامهنویسی استپ لدر میگویند. با نوشتن چندین استپ میتوان از حافظهها، رجیسترها، ورودیها و خروجیهای هم نام در برنامه استفاده کنیم؛ بدون آن که تداخلی در برنامه به وجود بیاید. در دورههای آموزش PLC تمامی نکات تنظیم صحیح و برنامهنویسی آنها، مدرسان ما، آموزش میدهند.
نحوه برنامهنویسی با step-ladder
در این نوع برنامه همه چیز باید به صورت مرحله به مرحله انجام شود و هر مرحله مشروط به یک ورودی است. به عنوان مثال یک ماشین لباسشویی را درنظر بگیرید. تمام مراحل شستوشو به صورت مرحله به مرحله صورت میگیرد. مرحله اول آب وارد مخزن میشود بعد آن مواد شوینده و بعد شروع میکند به شستوشو که خود فرآیند شستوشو هم به ترتیب انجام میشود. دریک جمله “تا مرحلهای انجام نشود وارد مرحله بعدی نخواهد شد”. برنامه نویسی به زبان استپ لدر یکی از انواع زبان های برنامه نویسی پی ال سی است که در ادامه بیشتر آشنا میشوید.
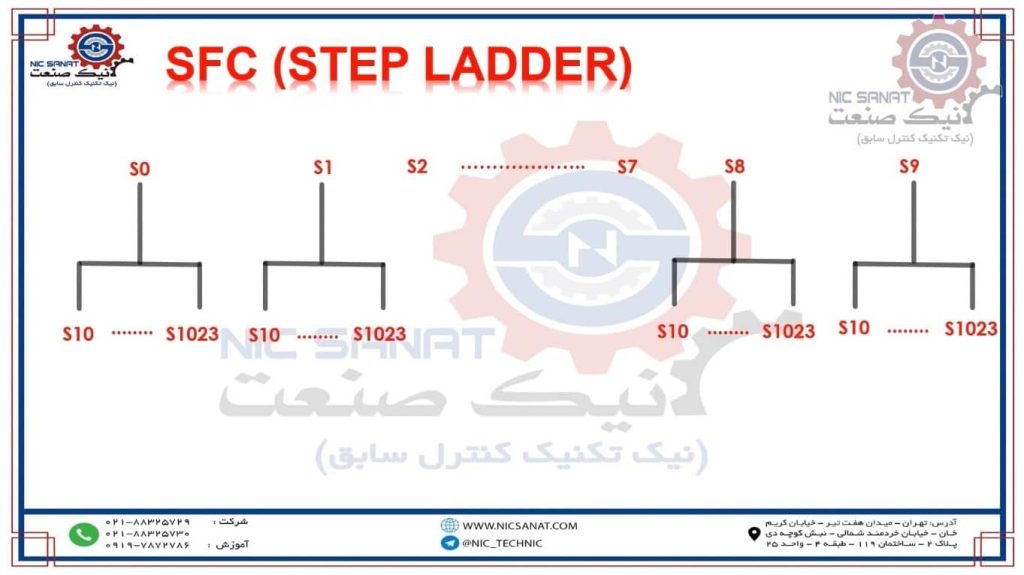
این زبان دارای یک sequence است. به تعداد مراحلی که بهصورت متوالی جهت اجرا یک فرآیند انجام میشود، Sequence میگویند. step مانند خروجیهایی است که روشن و خاموش میشوند. این stepها دو دسته هستند:
- استپهای آغازین (از S0 تا S9)
- استپهای عمومی (از S10 تا S1023)
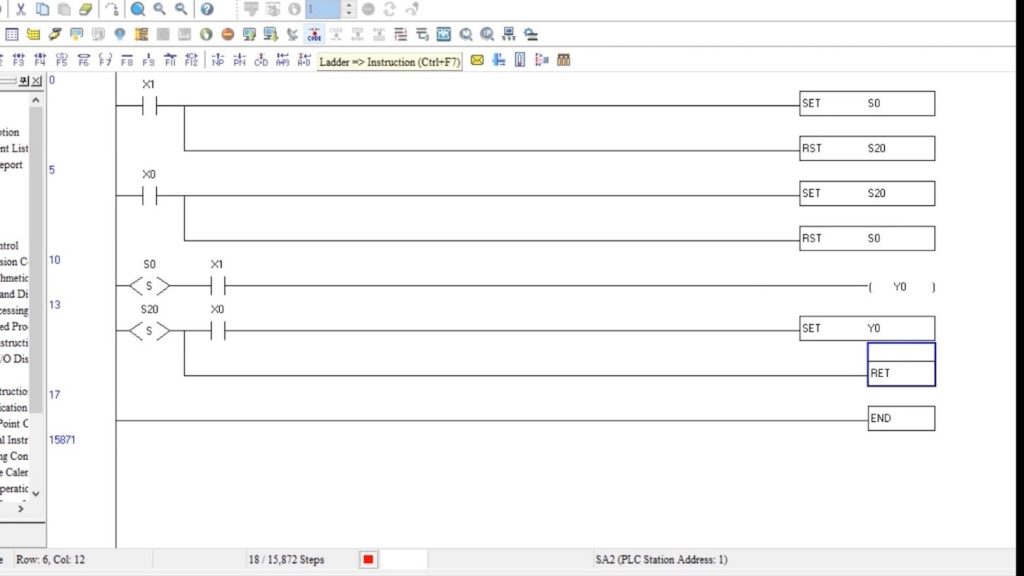
به برنامههایی که در استپها نوشته میشود Action میگویند. اکشن میتواند دستورات برنامهنویسی مانند LD ،OUT ،SET ،RST ،CMP باشد. حال وقتی استپی بخواهد از مرحلهای به مرحله دیگر برود، یک شرط دارد که به آن Transition میگویند. مثلا اگر ورودی X0 فعال شود، برنامه از مرحله فعلی به مرحله بعدی منقل میشود. زمانی که یک استپ درحال اجرا است، استپهای قبلی یا بعدی غیرفعال میشوند. درنهایت کنترل برنامه راحتتر انجام میشود و برای برنامههای حجیم و پرتکرار این نوع برنامهنویسی بسیار پرکاربرد است.
وارد محیط نرمافزار شوید. سپس وارد پنل help و وارد قسمت stepها شوید.
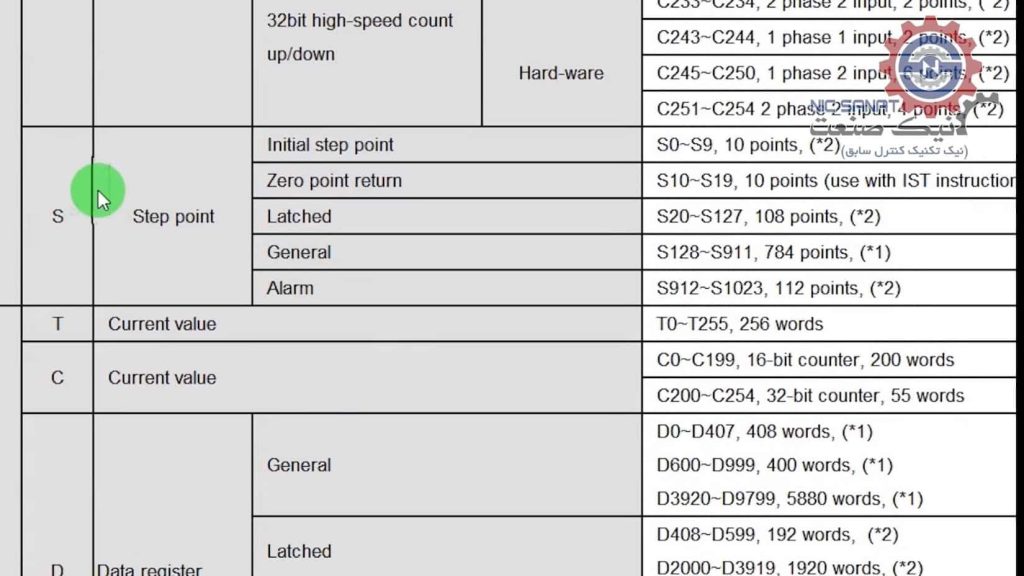
تقسیمبندی در رابطه با stepها صورت گرفته و میتواند برایتان مفید باشد.
اکنون برنامه روی plc دانلود شود و حالت آنلاین و شبیه ساز انتخاب شود.
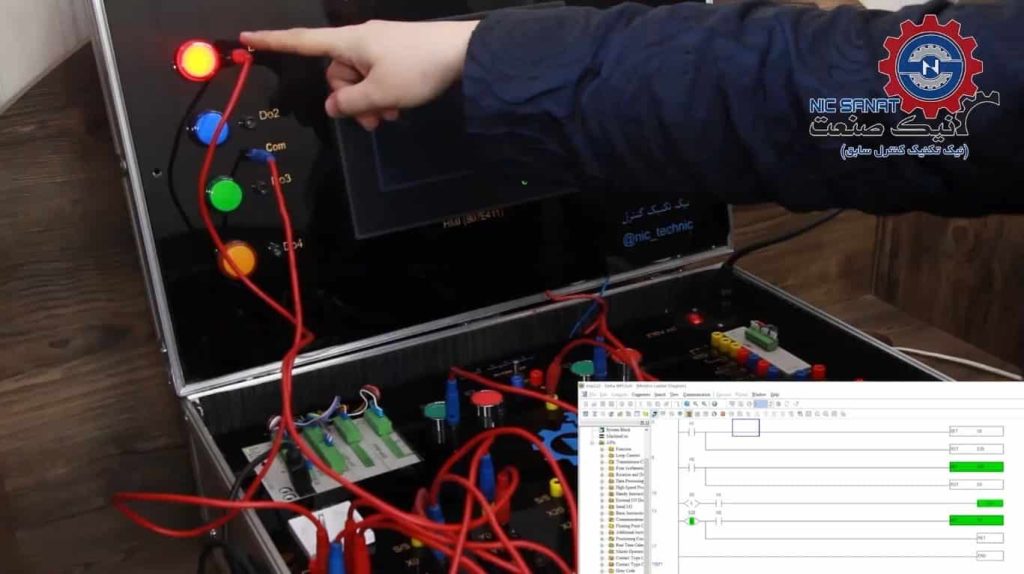
وقتی کاربر X0 را میزند، خروجی بهصورت دائم روشن میشود. هنگامیکه کاربر X1 را میزند، خروجی بهصورت لحظهای روشن میشود و دقیقا این همان هدف صورت مسئله است.



































































































نظرات کاربران