آموزش تخصصی دستور SPD در پی ال سی دلتا
آشنایی با دستور SPD امروز میخواهیم درباره یک دستور کاملا تخصصی و کامل با نام دستور SPD صحبت کنیم. در […]

آشنایی با دستور SPD
امروز میخواهیم درباره یک دستور کاملا تخصصی و کامل با نام دستور SPD صحبت کنیم. در پی ال سی دلتا بلوکی به نام SPD وجود دارد که در ادامه به تشریح مفصل این بلوک خواهیم پرداخت. بلوک SPD مخفف کلمه SPEED DETECTION است و کار آن شمارش تعداد پالسهای انکودر در یک ثانیه میباشد و مقصود از این کار به دست آوردن تعداد دور یا RPM یک موتور القایی است.
همانطور که میدانیم انکودر وسیلهای است که با چرخش آن پالس تولید میشود.

انتخاب پی ال سی دلتا براساس نوع نیاز کاربری امری تخصصی است و نیاز به شناخت و تجربه دارد، کارشناسان مجرب بخش فروش نیک صنعت با داشتن تخصص کافی میتوانند شما را برای انتخاب پی ال سی مناسب راهنمایی کنند و همچنین اطلاعات مربوط به قیمت PLC دلتا را در اختیار شما مشتریان گرامی قرار دهند.
علت استفاده از دستور SPD
ما از دستور SPD زمانی استفاده میکنیم که میخواهیم تعداد دور دقیق موتور القایی و مقدار فرکانس یک موتور القایی را بهدست آوریم که این کار بدون وجود انکودر امکانپذیر نیست و برای این کار از انکودرهای روتاری (چرخشی) استفاده کرده و پشت یک موتور القایی کوپل یا جفت کرده و با چرخیدن موتور القایی ما میتوانیم توسط انکودر از موتور فیدبک گرفته و تعداد پالسهای تولید شده را توسط انکودر بهدست آوریم.
اما در این حالت تعداد پالسهای تولید شده انکودر در یک ثانیه نیست و ما باید توسط محاسبات ریاضی این کار را انجام دهیم که کاری سخت و زمانگیر است. بنابراین با کمک بلوک SPD میتوانیم به راحتی تعداد پالسهای شمارش شده توسط انکودر را در یک ثانیه بهدست آوریم.
در تصویر زیر بلوک SPD را مشاهده میکنید.
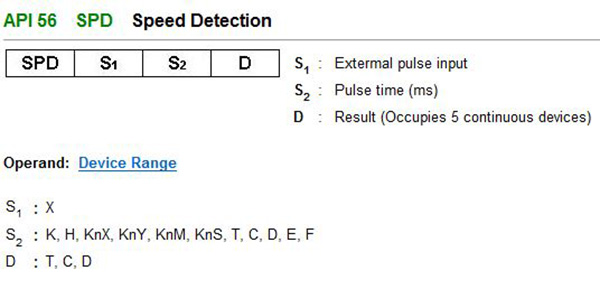
المان اول: با نام S1 یکی از فازهای انکودر است که به یکی از ورودیهای HIGH SPEED پیالسی دلتا وصل شده است که معمولا ورودیهای X0 و X1 پیالسیهای دلتا از نوع HIGH SPEED یا ورودیهای سرعت بالا هستند که فقط از نوع X است.
المان دوم: با نام S2 مقدار زمان بر حسب ms است و این همان زمانی است که انکودر تعداد پالسهای خود را طبق این زمان محاسبه میکند مقدار این زمان بهصورت دلخواه توسط کاربر قرار میگیرد اما چون ما میخواهیم تعداد پالسهای شمارش شده انکودر را در یک ثانیه به دست بیاوریم مقدار این قسمت را باید یک ثانیه یا 1000 میلی ثانیه قرار دهیم که این مقدار میتواند بهصورت اعداد صحیح دسیمال، هگزادسیمال، اعداد نیبل، تایمر، کانتر، رجیستر و ایندکسها باشد.
المان سوم: با نام D نتیجه نهایی را نشان میدهد که در این رجیستر ما تعداد پالسهای شمارش شده انکودر را طبق تایمی که در المان S2 قرار میدهیم (1000 میلی ثانیه) خواهیم دید که این المان میتواند از نوع تایمر، کانتر و رجیستر باشد.
در تصویر زیر نحوه نوشتن دستور SPD در پیالسی دلتا را میبینید.
برای شرط قبل از بلوک بهتر است از یک کنتاکت همیشه وصل (M1000) استفاده کنیم.

برای به دست آوردن تعداد دور (RPM) و فرکانس موتور القایی میتوانید از فرمول زیر استفاده کنید این فرمول در HELP برنامه WPLSOFT و در قسمت بلوک SPD موجود است.

در این فرمول N تعداد دور موتور یا همان RPM و رجیستر D0 المان سوم بلوک بوده که نتیجه نهایی را به ما نشان میدهد و حرف n مقدار رزولوشن انکودر و t زمانی است که در بلوک SPD در المان S2 بر حسب میلی ثانیه قرار دادهایم.
در تصویر زیر نحوه نوشتن فرمول را در پیالسی دلتا تشریح کردهایم.
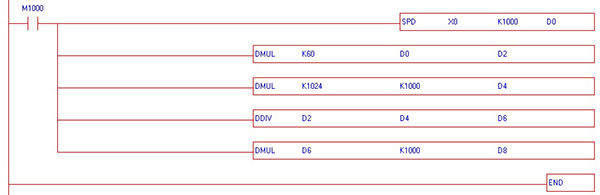
طبق فرمول بالا در خط دوم پیالسی در صورت کسر D0 در عدد 60 ضرب میشود و در مخرج کسر nt در هم ضرب میشود که n با عدد k1024 رزولوشن یک انکودر و t با عدد k1000 که زمان در بلوک SPD است در نظر گرفته شده است و در خط سوم صورت کسر در مخرج کسر تقسیم شده و در خط چهارم کلیه محاسبات در عدد ده به توان سه یا همان 1000 ضرب شده است و ما در رجیستر D8 تعداد دور یا همان RPM یک موتور القایی را مشاهده خواهیم کرد.
در نیک صنعت دورههای مختلف مربوط به اتوماسیون صنعتی برگزار میشود، یکی از این دورهها، آموزش PLC دلتا است. با بهرهمندی از کلاسهای حضوری مقدماتی و پیشرفته میتوانید کار با پی ال سی دلتا را بهصورت حرفهای یاد بگیرید.
راههای ارتباطی نیک صنعت:
- تماس با نیک صنعت: 87700210
- واحد فروش نیک صنعت: 09197872783
- واحد تعمیرات نیک صنعت: 09197872789
- ایمیل نیک صنعت: info@nicsanat.com
- آدرس شرکت: تهران، خیابان بهشتی، خیابان میرعماد، کوچه پیمانی (یازدهم)، پلاک 17



































































































نظرات کاربران