انکودر و نحوه محاسبه سرعت و پوزیشن
نحوه محاسبه سرعت دستگاه با استفاده از انکودر خیلی مهم است که نیاز است ما در ابتدا رزولیشن انکدر خود […]

نحوه محاسبه سرعت دستگاه با استفاده از انکودر خیلی مهم است که نیاز است ما در ابتدا رزولیشن انکدر خود را بدانیم و بر اساس آن فرکانس پالس انکودر را محاسبه کنیم. که این سرعت به صورت سرعت دورانی و سرعت خطی می تواند محاسبه شود. نحوه محاسبه پوزیشن یا موقعیت انکودر برای این منظور باید اطلاعات مکانیکی دستگاه از قبیل گام بال اسکرو، قطر شفت یا محور، گیربکس سیستم، سایز فولی پولی را بدانیم. معرفی انواع انکودر و نحوه اتصال انکودر به PLC های Siemens s7 300 ,s7 1200 Delta , Fatek همراه با مثالهای کاربردی برای سرعت و پوزیشن را در ادامه بررسی خواهیم کرد.
انکودر چیست؟
انکودر (رمزگذار) در واقع یک تجهیز الکترومکانیکی است که حرکت یک جسم را به یک کد دیجیتال (۰-۱) Pulse تبدیل میکند و این کد در تجهیز دیگری به نام دیکودر (Decoder) یا رمزگشا بنا به نیاز به تعداد دوران یا سرعت زاویهای و یا مسافت تبدیل میشود. انکودرها یکی از تجهیزات ابزار دقیق است که پایه علمی طراحی و ساخت انکودرها بهره گیری از تکنولوژیهای نوری و مغناطیسی است. انکودرها تغییرات مکان (position) و جهت (direction) را به سیگنالهای الکتریکی ترجمه میکنند. انکودر حسگری است که به محور چرخ، چرخ دنده، یا موتور وصل میشود و میتواند میزان چرخش را اندازه گیری کند، با اندازهگیری میزان چرخش میتوان جابهجایی، سرعت، شتاب یا زاویه چرخشی را تعیین کرد. برای کسب اطلاعات بیشتر در مورد نحوه عملکرد انکودر، پیشنهاد میشود که مقاله انکودر چیست را مطالعه کنید.
تقسیمبندی انواع انکودرها
- انکودرها از لحاظ ساختمان به ۲ مدل تقسیم میشوند.
الف) انکودرهای خطی
ب) انکودرهای چرخشی و یا دورانی

- انکودرها از لحاظ عملکرد و ساختمان داخلی به ۳ دسته تقسیم میشوند:
الف) نوری
ب) مغناطیسی
پ) خازنی

- انکودرها از نظر نوع خروجی سیگنال به ۲ دسته تقسیم میشوند.
الف) مطلق (Absolute)
ب) افزایشی (Incremental)

تقسیم بندی انکودرها از نظر نوع خروجی
- به صورت باینری و خروجیهای باینری: به تعداد بیتهای دیتا انکودر خروجی میدهد؛ مثلا اگر رزولوشن 12 بیتی باشد. یعنی 12 تا سیم خروجی دارد که خروجی ها از کم ارزشترین تا پرارزشترین کنار هم وارد plc یا کنترلر میشوند و تشکیل یک عدد دسیمال میدهند. مثلا برای 12 بیت عدد از (000000000000) باینری تا (1111111111111 ) یا به عبارتی در حوزه دسیمال از عدد 0 تا 4096 میباشد.
- به صورت دیتا تحت شبکههای صنعتی: ممکن است عدد انکودر به صورت یک دیتا 16 بیتی یا 32 بیتی باشد که در این صورت این دیتا تحت شبکههای صنعتی به plc ها فرستاده میشود. این شبکهها ممکن هست شبکههایModbus ،profibus ،profinet canopen ،Ethercatو Devicenet باشد. این انکودرها گرانترین نوع انکودرها است که میتوانند singletern یا multitern باشند. آموزش PLC میتواند سرعت یادگیری شما را بیشتر کند.
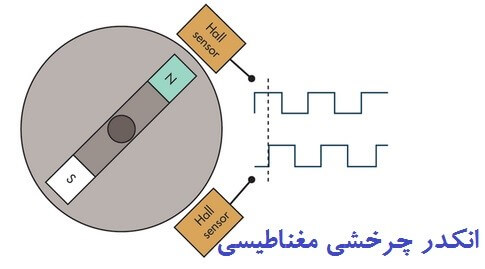
- انکودرهای چرخشی مغناطیسی: این انکودرها هم همانند انکودرهای افزایشی بوده ولی در تولید پالس از سنسورهای اثر هال استفاده شده است.
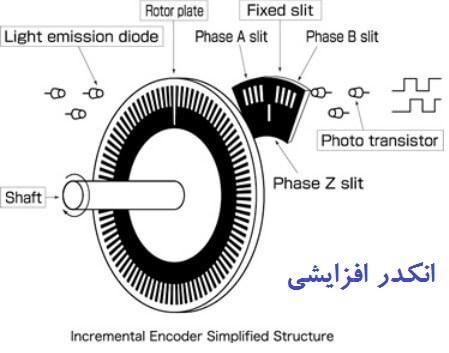
انکودرهای چرخشی افزایشی
انکودرهای افزایشی تا زمانی که انکودر در حال حرکت است، در خروجی پالس و سیگنال دارد. برای اندازهگیری سرعت و موقعیت باید در کنترلر تعداد این پالسها شمارش شود، ولی اگر کنترلر بازنشانی شود (تغذیه آن قطع شده و دوباره روشن شود). موقعیت قبلی انکودر را فراموش شود و دوباره شمارش پالسهای انکودر اطلاعات جدید را کسب کند. یکی از معایب انکودرهای افزایشی همین مورد است که نمیتوان متوجه موقعیت قبلی و واقعی انکودر شد که این امر باعث میشود که این انکودر ارزان قیمت باشد.
 پالسهای خروجی انکودرهای افزایشی بر دو نوع هست.
پالسهای خروجی انکودرهای افزایشی بر دو نوع هست.
- پالس مربعی
- پالس سینوسی
پالس های خروجی انکودر افزایشی
پالس A: پالس مربعی یا سینوسی هست که تعداد یک پالس در هر دور به تعداد رزولوشن انکودر بستگی دارد مثلا اگر رزولوشن یک انکودر 1024 پالس باشد یعنی در هر دور 1024 تا پالس میدهد. حال فرکانس پالس به سرعت چرخش محور انکودر بستگی دارد.
پالس B: پالس مربعی یا سینوسی مشابه A هست با این تفاوت که با این پالس با اختلاف فاز 90 درجه نسبت به پالس A ظاهر میشود علت وجود این پالس یکی تشخیص جهت حرکت هست به این صورت که اگر جهت حرکت محور به صورت ساعتگرد باشد پالس A ابتدا ظاهر میشود و سپس پالس B و اگر جهت حرکت پادساعتگرد باشد.
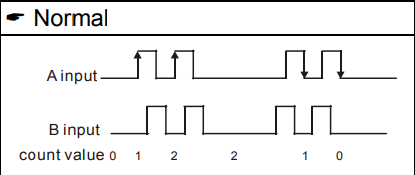
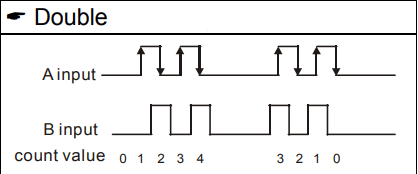
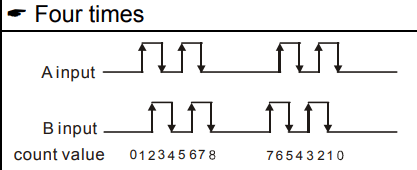
ابتدا پالس B ظاهر میشود و سپس پالس A و یک علت دیگر برای وجود پالس B جهت بالابردن دقت پوزیشن است. به این صورت که در برخی plcها میتوان به این صورت پالسها را شمارش کرد که لبههای بالا و پایین هر دو پالس را شمارش میکنند. در این صورت دقت خواندن پالسها 4 برابر میشود؛ یعنی برای انکودری که رزولوشن آن 1000 پالس است. با شمارش 4 برابری در یک دور 4000 پالس شمارش میشود که این دقت خوبی در محاسبه پوزیشن به ما میدهد.
پالس Z: این پالس فقط در یک دور به اندازه یک دوره تناوب پالس A فعال میشود یعنی در هر دور فقط یک پالس میدهد. این نقطه به عنوان نقطه صفر و مبدا حرکت در یک دور میباشد. به همین خاطر حرف Z از کلمه Zero به عنوان صفر گرفته شده است. از این پالس برای هومینگ کردن و پیدا کردن نقطه مبدا حرکت میتوان در شرایط خاص استفاده کرد.
همچنین ممکن هست در برخی انکودرها not دیجیتال پالسهای B ،A و Z هم باشد که در برخی درایوها از آن به جهت تشخیص صحت پالس و عدم وجود نویز استفاده میشود.
انکودرهای چرخشی مطلق
در انکودرهای ابسولوت دیسک انکودر کدبندی میشود و قابلیت این را دارد که حتی در زمان خاموش بودن سیستم موقعیت سیستم را داشته باشد پوزیشن انکودر از بین نرود این انکودرها در دو نوع سینگلتر هستند و مولتی ترن ارائه میشوند. انکودرهای رزولور هستند که خروجی آنها بهصورت آنالوگ است و یک سیگنال سینوسی و کسینوسی مدوله به ما میدهد. این نوع انکدر به شدت در سرووموتورها کاربرد دارد. انکودرهای تحت شبکه خروجی این انکودرها میتواند تحت شبکههای پروفیباس، کن اوپن، پروفی نت و غیره باشد و قیمت بالاتری نسبت به انکودرهای دیگر دارد و به شدت در صنعت پرکاربرد هستند.
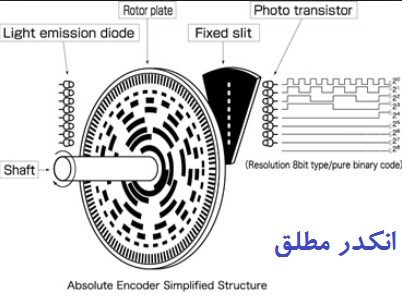
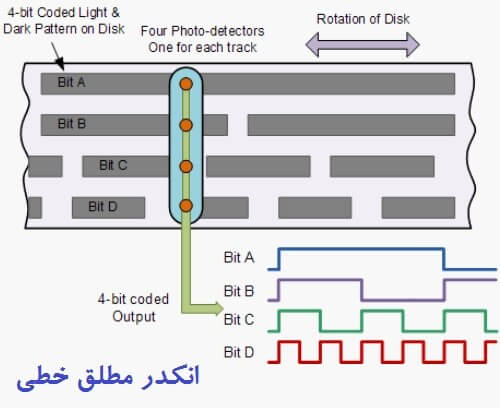
انکودرهای مطلق در هر نقطه و موقعیت که باشد سیگنالی که در خروجی برای کنترلر ارسال میکند بیانگر همان مکان میباشد. در واقع انکودرهای مطلق یک تعداد عدد یونیک برای هر زاویه از انکودر دارند که با قرارگیری در آن نقطه پالس و کد آن در خروجی ظاهر میشود. این انکودرها نسبت به انکودر های افزایشی گرانتر بوده و پس از هربار بازنشانی کنترلر موقعیت شفت انکودر فراموش نمیشود. در انکودرهای مطلق از یک صفحه شفاف استفاده میشود، که بخشهای خاصی از آن سیاه شدهاند. این صفحه درمیان چندین گیرنده و فرستنده مادون قرمز قرار دارند، در هر لحظه تعدادی از این گیرندهها صفر و تعدادی یک را نشان میدهند، بدین ترتیب یک عدد باینری بدست میآید که زاویهای بین ۰ تا ۳۶۰ را نشان میدهد.
برای مثال اگر تعداد فرستندهها و گیرندهها هشت عدد و عدد باینری خوانده شده ۰۰۱۰۰۱۱۱ باشد (که درمبنای ۱۰ برابر ۳۹ است) زاویه مطلق برابر خواهد بود با: در محاسبه بالا عدد ۲۵۵ زمانی بدست می آید که همه گیرندهها یک باشند. (یعنی ۱۱۱۱۱۱۱۱)
تقسیم بندی انکودرهای ابسولوت (مطلق) از نظر نوع عددی
- single tern: در این حالت فقط موقعیت یک دور مشخص میشود؛ یعنی ممکن است عددی از 0 تا 4096 باشد. سپس این عدد در هر چرخش صفر میشود.
- multi tern: در این حالت خروجی یک عددی است که میتواند تعداد دورها را شمارش کند و عدد بالاتری را نشان دهد؛ یعنی یک عددی که میتواند نشاندهنده تعداد دورهای بالا را هم در خود ذخیره کند. در این صورت این نوع انکودر یک باتری داخل مدار انکودر دارد که حافظه را ذخیره کند و با قطع تغذیه انکودر این عدد از بین نرود. این نوع انکودرها بسیار گران است که با نگهداری صحیح میتوان از خرابی و تعمیر انکودر پیشگیری کرد.
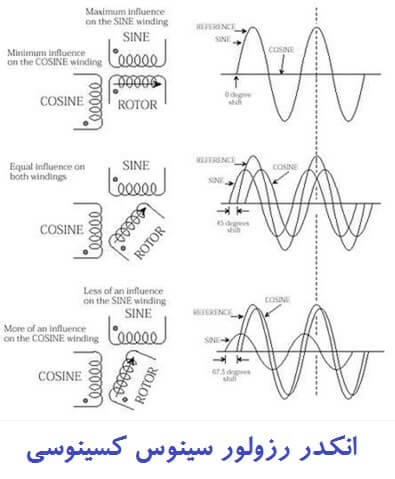
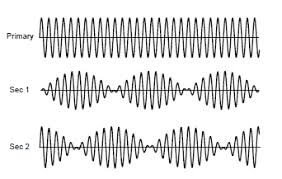
انکودرهای چرخشی سینوسی و کسینوسی
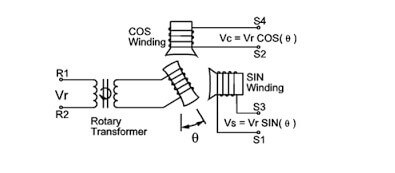
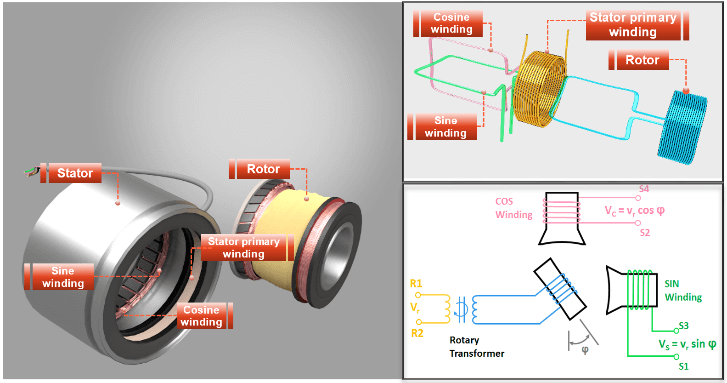
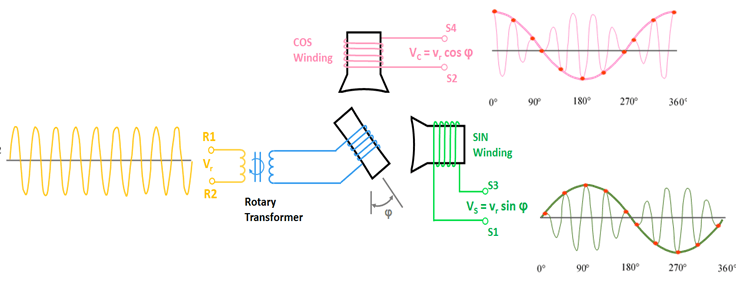
همانطور که در شکل زیر مشاهده میکنید، این انکودرها تفاوت عمدهای با انکدرهای افزایشی و مطلق دارد. با این تفاوت که در این انکودرها پالسها به صورت دیجیتال نبوده و به صورت سیگنال آنالوگ است. با اندازه گیری فرکانس و اختلاف فاز و شمارش نقاط صفر سیگنالها میتوان سرعت، موقعیت و جهت حرکت شفت را به دست آورد. رزولورها اکثرا در پشت سرووموتورها نصب میشوند و خروجی رزولورها به کارت مخصوص خود در درایوها میروند؛ بنابراین معمولا نمیتوان با plcها خروجی آنها را تحلیل کرد. رزولورها 6 سیم دارند که 2 سیم به عنوان سیگنال سینوسی از سمت کارت مخصوص آن به رزولور اعمال میشود و سپس 4 سیم خروجی، 2 به 2 خروجی مدوله سینوسی کسیونسی میدهد.

انکودر های مطلق خطی
یکی از مدلهای دیگر انکودرها به صورت مطلق خطی بوده که کاربرد بسیاری در اندازه گیری طولی دارد که به خط کشهای دیجیتال نیز معروف هستند.

کاربرد انکودر
انکودرها معمولا در سیستمهای اتوماسیون و کنترلی در قسمتی نصب میشوند که بتوانند از خروجی فیدبک را برای کنترلر ارسال کنند. انکودر پارامترهای زیر را اندازه گیری و محاسبه میکند:
- اندازه گیری سرعت
- کنترل موقعیت
- جهت چرخش شفت
تصور کنید که قصد کنترل سرعت یک موتور الکتریکی را دارید، اگر شما فرمانهای موتور را از یک اینورتر به آن اعمال کنید و سرعت را کم یا زیاد کنید توانستهاید تا سرعت موتور را کنترل کنید ولی مشکل اصلی زمانی پیش میآید که شما قصد داشته باشید تا سرعت موتور را روی سرعت خاص به صورت دقیق و ثابت نگه دارید. در این حالت شما نیاز به دریافت فیدبک از موتور هستید اما این سوال پیش میآید که آیا سرعت دقیق موتور همان عددی که شما به آن اعمال کردهاید است یا نه؟ پس یکی دیگر از کاربردهای انکودر انداز هگیری سرعت موتورها میباشد.
مواردی پیش میآید که شما میخواهید نوار نقاله مورد نظرتان به اندازهای مشخص حرکت کند و در آن نقطه توقف کند این موضوع یکی از پرکاربردترین نوع استفاده از انکودر در صنعت مخصوصا در ماشین آلات بستهبندی و پرکنهای صنعتی استفاده میشود. برای این کار شما خروجی انکودر را اندازهگیری میکنید و با ضرایب گیربکس و کوپلینگها مسافت را به دست میآورید؛ این کار به اصطلاح کنترل موقعیت نامیده میشود. در ادامه نحوه محاسبه سرعت و پوزیشن (موقعیت) با استفاده از انکودرهای افزایشی پالس مربعی توسط اتصال به plc میپردازیم.
نحوه محاسبه سرعت با استفاده از انکودرهای افزایشی
برای محاسبه سرعت ابتدا باید فرکانس پالس انکودر را به دست آورده شود؛ یعنی تعداد پالس در یک ثانیه محاسبه شود. برای محاسبه فرکانس در plcهای مختلف از دو روش این کار انجام میپذیرد.
- استفاده از دستور یا توابع آماده محاسبه فرکانس پالس سرعت بالا (HIGH SPEED): در این حالت در برخی PLCها دستورات آماده یا توابع آماده موجود است که میتوان فرکانس پالس انکودر را محاسبه کرد. اما ممکن است در برخی موارد فرکانس پالس بسیار کوچک باشد که نتوان از این توابع استفاده کرد و در این صورت از روش دوم استفاده میکنیم .
- استفاده از کانترهای سرعت بالا (HIGH SPEED COUNTER): در این روش ما توسط کانترهای سرعت بالا، تعداد پالس را در یک سمپل زمانی خیلی کوتاه (مثلا 100 میلی ثانیه) شمارش میکند و سپس با تناسب مقدار پالس در یک ثانیه را محاسبه میشود. در این صورت ما فرکانس پالس را محاسبه میشود. مثلا اگر هر 100 میلیثانیه مقدار کانتر سرعت بالا را در یک رجیستر ریخته شود و حالا کانتر را ریست نماید تا مجددا شمارش کند. آن رجیستر را همواره در عدد 10 ضرب شود (چون هر یک ثانیه 10 تا 100 میلیثانیه می باشد)، در این صورت تعداد پالس انکودر را در یک ثانیه یعنی فرکانس پالس انکودر محاسبه شود.
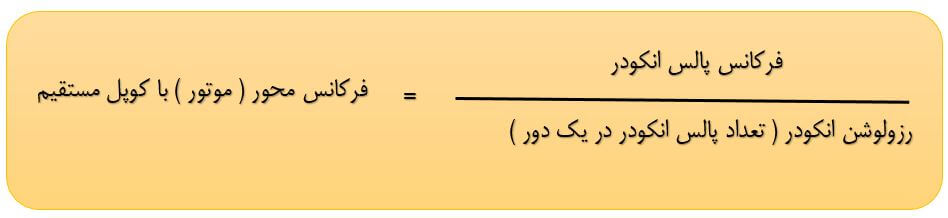
- فرمول فرکانس محور متصل به انکودر
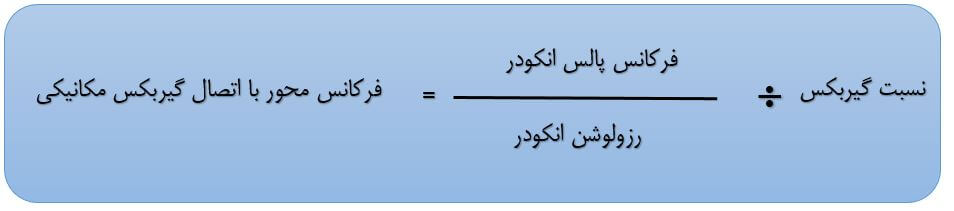
- فرمول فرکانس محور با اتصال گیربکس مکانیکی
- فرمول محاسبه سرعت دورانی:
60 × فرکانس محور ( موتور ) با کوپل مستقیم = سرعت محور با کوپل مستقیم انکودر (بر حسب دور بر دقیقه RPM)
60 × فرکانس محور با اتصال گیربکس مکانیکی = سرعت محور با اتصال گیربکس مکانیکی (بر حسب دور بر دقیقه RPM)
- فرمول محاسبه سرعت خطی (متر بر دقیقه):
محیط شفت یا غلتک محور(بر حسب متر m) × سرعت محور (بر حسب دور بر دقیقه RPM) = سرعت خطی (بر حسب متر بر دقیقه)
حل مثال نحوه محاسبه سرعت و پوزیشن انکودر افزایشی
یک انکودر با رزولوشن 1000 پالس پشت موتوری کوپل شده است. این موتور تحت گیربکس با نسبت 5 به 1 محور یک نوار نقاله را میچرخاند. اگر در مدت زمان 100 میلیثانیه پی ال سی 2400 پالس را بشمارد و قطر نوار نقاله 90 میلیمتر باشد. فرکانس موتور، سرعت موتور rpm و سرعت خطی نوار نقاله بر حسی متر بر دقیقه را محاسبه نمایید.
برای فرکانس موتور چون انکودر با کوپل مستقیم به موتور متصل است و در فاصله زمانی 100 میلیثانیه است. ابتدا فرکانس پالس انکودر را محاسبه کنید و برای محاسبه پوزیشن ابتدا باید در یک محدوده مشخص قابل اندازهگیری از پوزیشن تعداد پالسها را با استفاده از کانترهای سرعت بالا شمارش کنید. سپس این تعداد پالس را تقسیم بر پوزیشن اندازهگیری شود و تعداد پالس در واحد پوزیشن به دست میآید. این را به عنوان ضریب همواره در برنامه استفاده کنید. دقت کنید که برای نقطه شروع میتوان توسط سنسور یا کلیدی توسط اپراتور در نقطه شروع کانتر را صفر کرد و براساس نقطه شروع همواره تعداد پالسها توسط کانتر سرعت بالا تقسیم شود. در حقیقت با حرکت انکودر مقدار حرکت یا پوزیشن فعلی را بر حسب واحد اندازهگیری دلخواه میتوان در برنامه از آن استفاده کرد.
مثال: به ازای حرکت 20 سانتی متر روی یک محور افقی تعداد پالس انکودر 35000 است. ضریب محاسبه را بر حسب دقت 1 میلیمتر بدست بیاورید .
برای دقت میلیمتر باید مقدار حرکت محاسبه را بر حسب میلیمتر محاسبه کرد. 20 سانتیمتر برابر با 200 میلیمتر است؛ بنابراین هر 175 پالس از حرکت به منزله حرکت یک میلیمتر است. پس اگر تعداد پالسهای شمارش انکودر را همواره بر عدد 175 تقسیم شود.
نویسنده : محمود باقری اصفهانی گروه نیک صنعت
















نظرات کاربران