آموزش برنامه نویسی PLC دلتا با نرم افزار WPLSoft
WPLSoft در واقع محیط نرم افزاری؛ برای پی ال سی برند دلتا در سیستم عامل windows میباشد. نرم افزار WPLSoft توانایی برنامه نویسی برای سریهای مختلف اینورتر و اچ ام آی دلتا و سریهای AH، AS، DVP را دارد. دوره آموزش WPLSoft در PLC دلتا بهترین دوره برای کار با پی ال سی دلتا و برنامه نویسی آن است.
ویژگیهای نرم افزار WPLSoft
- شبیه سازی یا Simulator بهصورت آفلاین و آنلاین
- تنظیمات پورت ارتباطی و config آنها
- امکان برنامه نویسی به زبان Ladder
- توانایی اجرا کردن ده هزار برنامه
- دارای رابط کاربری مناسب و ساده
- قابل نصب بر روی رایانه با config سخت افزاری ضعیف
- پسورد گذاری برای پروژههای پی ال سی و قفل نمودن آنها
- قابلیت اتصال پی ال سی به کامپیوتر و همچنین برنامه ریزی با استفاده از پورتهای ارتباطی USB و RS232
مزایا یادگیری برنامه نویسی PLC دلتا توسط WPLSoft
پی ال سی های سری DELTA جزء اصلیترین و کاربردیترین ابزارها و دستگاههای حوزه اتوماسیون صنعتی میباشند؛ که در فرایندهای تولید انرژی و صنایع شیمیایی و… مورد استفاده قرار میگیرد. همچنین نرم افزار WPLSoft محیط برنامه نویسی گرافیکی دارد که بهدلیل سهولت در برنامه نویسی مورد استقبال کاربران قرار میگیرد. آموزش برنامه نویسی PLC دلتا از طریق نرم افزار WPLSoft بهمنظور کنترل و نظارت دقیق فرایند تولیدی و دیگر تجهیزات اهمیت بسیاری دارد. در ادامه با خدمات برنامه نویسی PLC در نرم افزار WPLSOFT آشنا میشوید.
آشنایی با نرم افزار WPLSoft
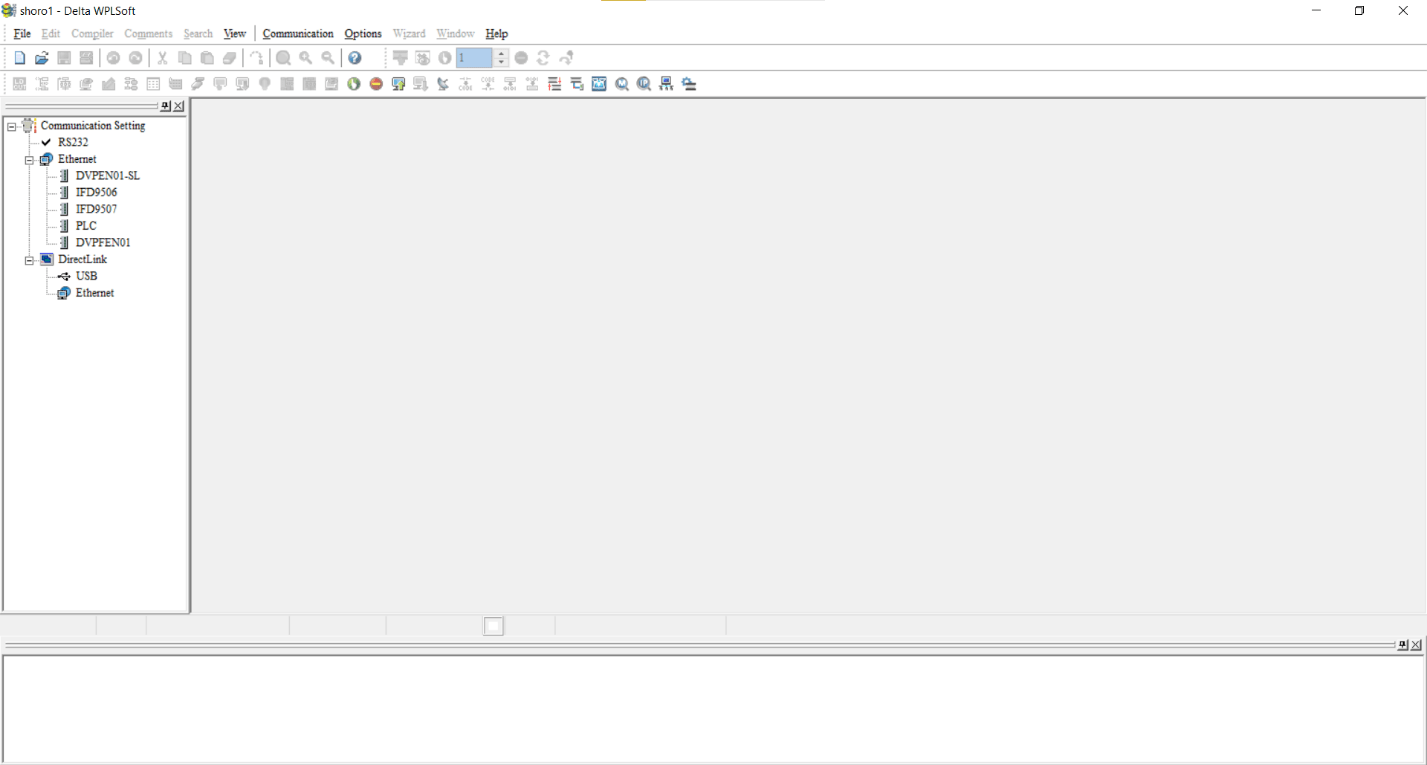
در ابتدا نرم افزار را از سایت شرکت رسمی (Delta Automation)، دانلود و آن را نصب کنید. برای راهنمایی بیشتر میتوانید مقاله آموزش نصب wplsoft را مطالعه کنید. بعداز اتمام نصب WPLSof، روی آیکون ایجاد شده کلیک کنید. برنامه مطابق شکل زیر اجرا میشود.
از جمله امکانات نرم افزار WPLSoft می توان به موارد زیر اشاره کرد:
- اصلاح برنامه در حالت آنلاین (online)
- تست و مانیتورکردن برنامه در حالت شبیه ساز و بدون نیاز به plc
- زبان برنامه نویسی ladder ساده
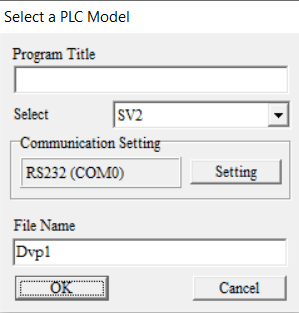
حال برای ایجاد پروژه جدید در نرم افزار WPLSoft کافی است به قسمت File رفته و گزینه New انتخاب کنید و یا در قسمت پایین فایل، آیکون مربوط به ایجاد پروژه جدید را انتخاب کرده و یا کلید میانبر ctrl+N استفاده کنید. پس از آن پنجرهای به صورت شکل زیر باز میشود.
برای شرکت در دوره آموزشی پی ال سی دلتا، با شماره تلفن 87700210 تماس حاصل فرمایید.
- در قسمت Program titleمی توانید عنوان پروژه رو وارد کنید.
- در قسمت select مدل SPU را مشخص کنید.
- در قسمت Communication Setting تنظیمات ارتباطی را مشخص کنید.
- در قسمت File Name، نام پروژه را وارد کنید.
- و در انتها OK را انتخاب کنید و اطلاعات ثبت شود و وارد مرحله بعد شوید.
در این مرحله دو صفحه در نرم افزار WPLSoft باز میشود که هرکدام مربوط به یه زبان برنامهنویسی خاصی میشود.
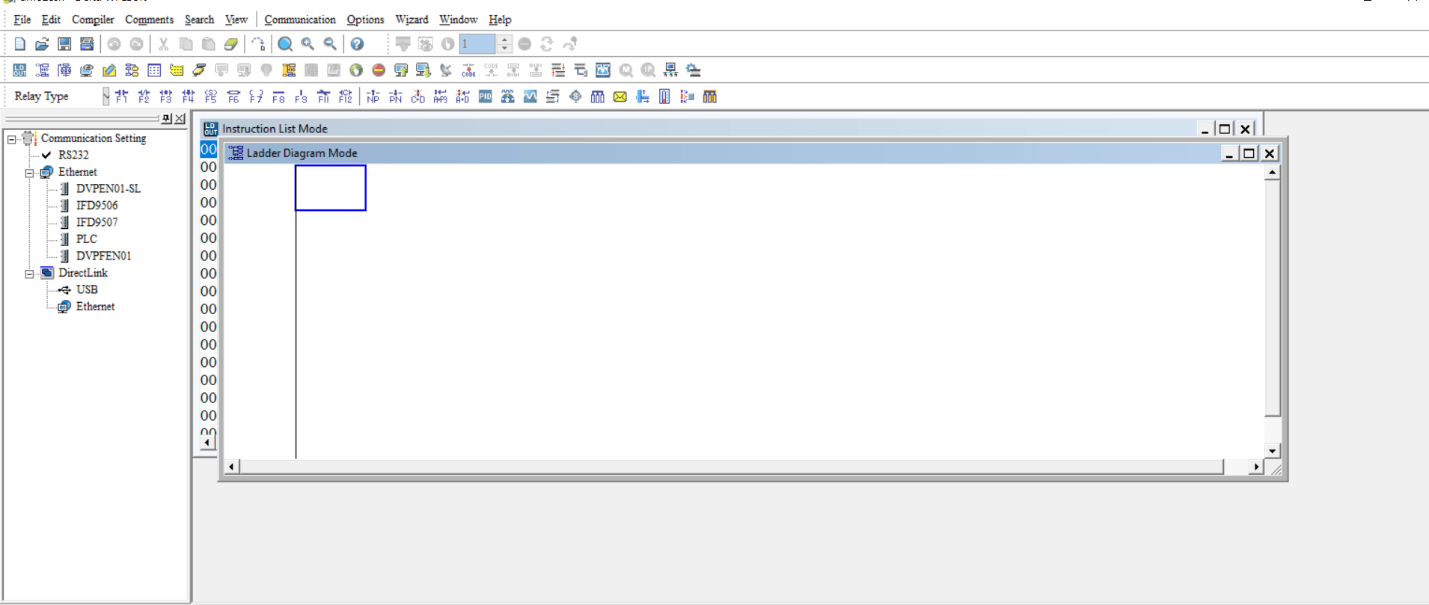
زبان برنامهنویسی LADDER (LAD) از محبوبیت بیشتری برخودار است. پس پنجره مربوط به زبان Instruction List Mode(IL) ببندید. در ادامه پنجره Ladder Diagram Mode را باز کنید.
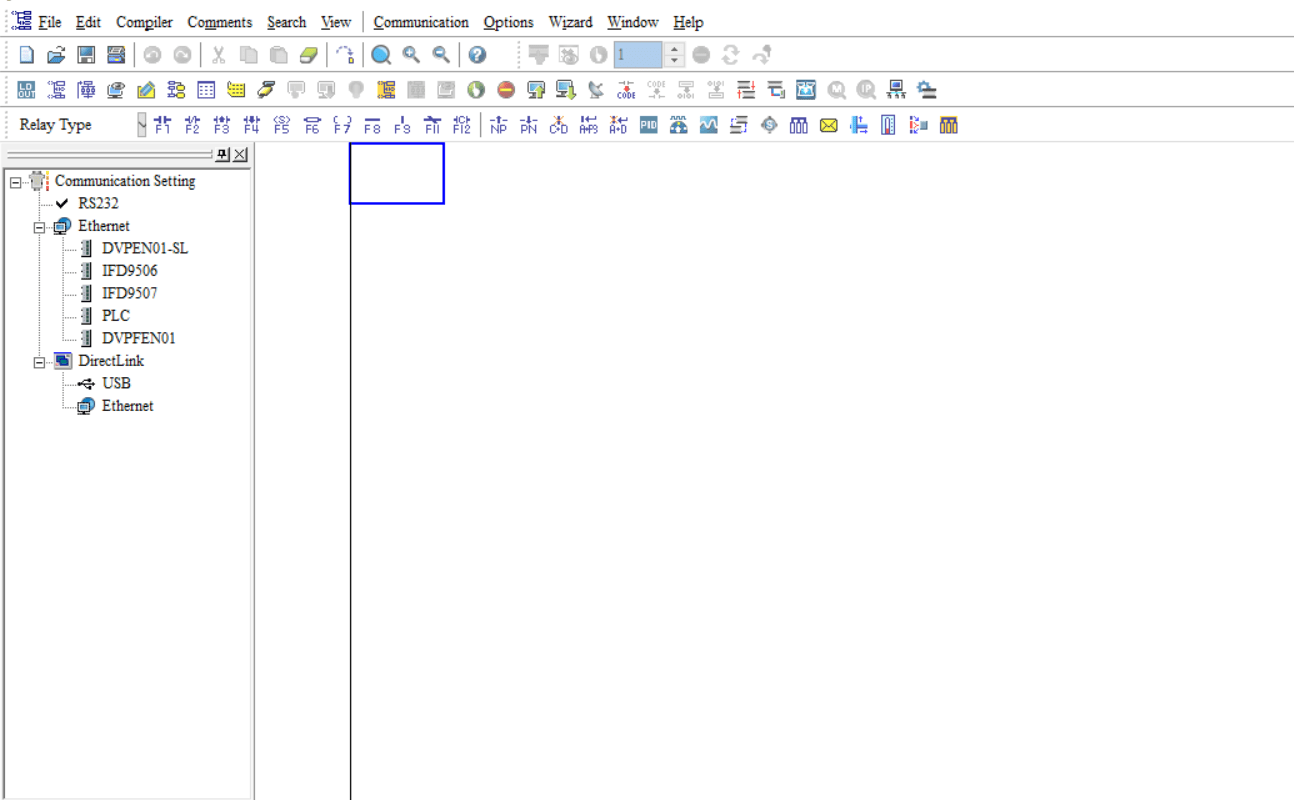
حال آماده برنامه نویسی هستیم. در ابتدا به معرفی امکانات و نوار ابزارهای WPLSoft میپردازیم.

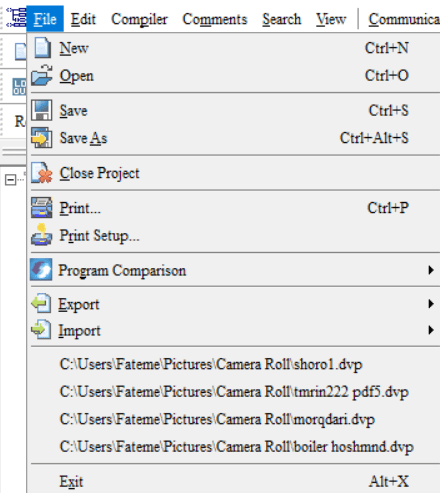
منوی File
- New: ایجاد پروژه جدید
- Open: باز کردن فایل
- Save: ذخیره کردن برنامه
- save as: ذخیره کردن به نام دیگری
- Close project: بستن پروژه
- Print : پرینت گرفتن از برنامه
- print setup: تنظیمات پرینت
- program comparison: مقایسه برنامه
- Export کردن برنامه
- Import کردن برنامه
- آخرین فایل ذخیره شده
- Exit: خروج از برنامه
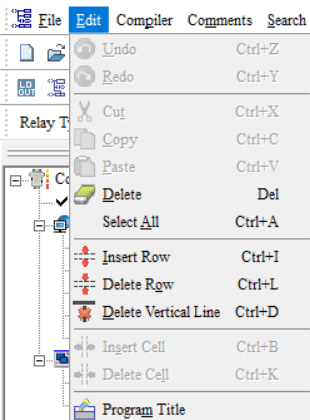
منوی Edit
- Undo: بازگشت به عقب
- Redo: رفتن به جلو
- Cut: بریدن برنامه
- Copy: کپی کردن برنامه
- Paste: چسباندن
- Delete: حذف کردن
- Select All: انتخاب همه
- Insert Row: اضافه کردن یک سطر
- Delete Row: حذف یک سطر
- Delete Vertical Line: حذف خط عمودی
- Insert Cell: وارد کردن یک فاصله
- Delete Cell: حذف یک فاصله
- Program Title: عنوان برنامه
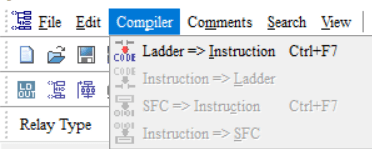
منوی Compiler
- Ladder => Instruction: تبدیل زبان LAD به IL
- Instruction => Ladder : تبدیل زبان IL به LAD
- SFC => Instruction : تبدیل زبان SFC به IL
- Instruction => SFC: تبدیل زبان IL به SFC
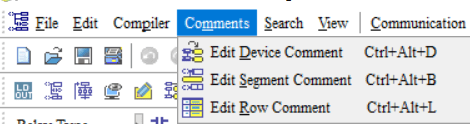
منوی Comment
- Edit Device Comment : ویرایش توضیحات ابزارها
- Edit Segment Comment: ویرایش توضیحات جمله ها
- Edit Row Comment: ویرایش توضیحات سطرها
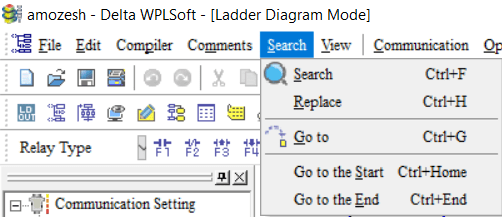
منوی search
- Search: جستجو
- Replace: جا به جا کردن
- Go to: رفتن به
- Go to the Start: رفتن به ابتدا
- Go to the End: رفتن به انتها
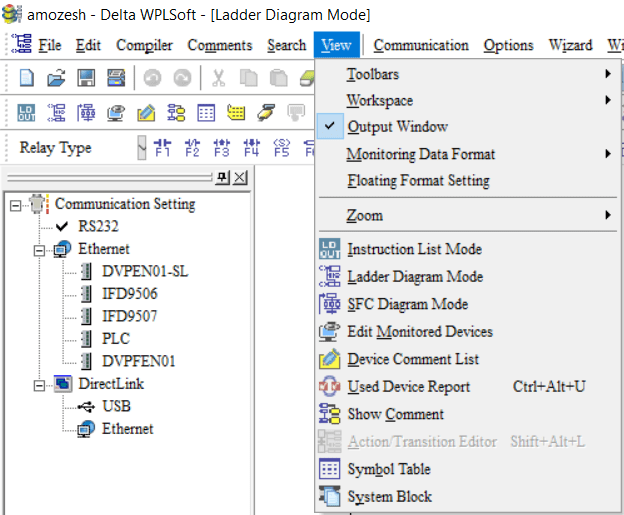
منوی View
- Toolbars : نوار ابزار
- Work Space : فضای کار
- Output Window: پنجره خروجی
- Monitoring Data Format : نمایش نوع فرمت اعداد
- Floating Format Setting : تنظیمات نوع اعشاری
- Zoom: بزرگنمایی
- Instruction List Mode: زبان نوشتاری
- Ladder Diagram Mode: زبان LAD
- SFC Diagram Mode: زبان SFC (فلوچارت)
- Edit Monitored devices: ویرایش ابزارهای مانیتور شده
- Device Comment List: لیست توضیحات ابزارها
- Used Device Report: گزارش ابزار استفاده شده
- Show Comment: نمایش توضیحات
- Action/transition Editor: عملیات و شرط در SFC
- Symbol Table : جدول نمادها
- System Block: بلوک اطلاعات سیستمی PLC
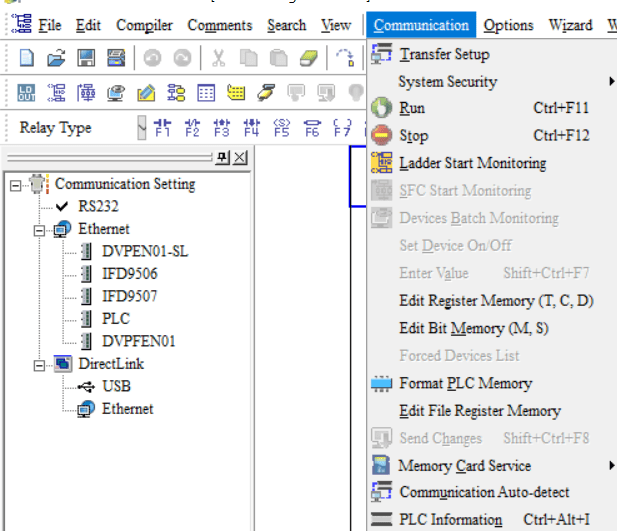
منوی Communication
- Transfer Setup: تنظیم تبادل اطلاعات
- System Security: تنظیمات امنیتی
- Run: اجرا کردن برنامه
- Stop: توقف برنامه
- Ladder Start Monitoring: شروع مانیتورینگ LAD
- SFC Start Monitoring: شروع مانیتورینگ SFC
- 7-Devise Batch Monitoring: مانیتور کردن همزمان آدرس ها
- Set Device On/Off: روشن و خاموش کردن آدرس ها
- Enter value: وارد کردن مقدار
- Edit Register Memory(T,C,D): ویرایش حافظه های T,D,C
- Edit Bit Memory(M,S): ویرایش حافظه های بیتی (M,S)
- Forced Devices List: لیست ابزارهای اجباری
- Format PLC Memory: فرمت کردن حافظه PLC،(Reset factory)
- Edit File Register Memory: ویرایش فایل رجیسترهای حافظه
- Send Changes : ارسال تغییر
- Memory Card Service: سرویس کارت حافظه
- Communication Auto-detect: جستجوی خودکار برای ارتباط
- PLC Information: اطلاعات پی ال سی
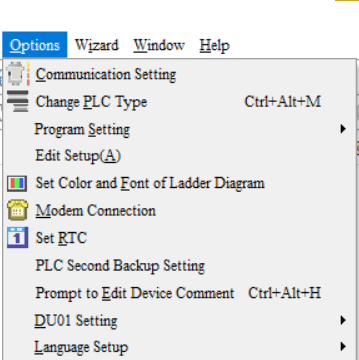
منوی Options
- Communication setting: تنظیمات ارتباط
- Change PLC Type: تغییر نوع PLC
- Program Setting: تنظیمات برنامه
- Edit setup: ویرایش تنظیمات
- Set Color and Font of Ladder Diagram: تنظیم رنگ و فونت برای زبان LAD
- Modem connection : ارتباط مودم
- Set RTC: تنظیم زمان پی ال سی
- PLC Second Backup Setting : تنظیمات پشتیبانی ثابت پی ال سی
- Prompt to Edit Device Comment: ویرایش توضیحات المان ها
- DU01 Setting: عملیات پسورد
- Language Setup: تنظیمات زبان
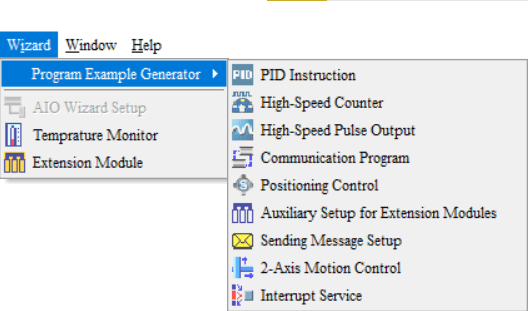
منوی Wizard
- PID Instruction: دستورات PID
- High-Speed Counter: شمارنده های سرعت بالا
- High-Speed Counter: خروجی پالس سرعت بالا
- Communication Program: برنامه ارتباط شبکه
- Positioning Control: کنترل موقعیت
- Auxiliary Setup for Extension Modules: پیکربندی کارت های افزایشی
- Sending Massage Setup: تنظیمات ارسال پیام
- Axis Motion Control: کنترل موقعیت دو محوره
- Interrupt Service: سرویس وقفه
در آموزش PLC دلتا به بررسی دستورات در نرم افزار WPLSoft میپردازیم و با حل مثالهایی بیشتر با محیط نرم افزار آشنا میشویم.
معرفی دستورات دیجیتال
برنامه نویسی دلتا دارای المان های X ,Y ,D ,M , T ,S ,C است. ابتدا تک تک این المان ها را توضیح میدهیم.
X: ورودی های plc delta که بر مبنای اوکتال است یعنی:
- X1 تا X7
- X10 تا X17
- X20 تا X27
Y: خروجی های plc delta که بر مبنای اوکتال است یعنی
- Y1 تا Y7
- Y10 تا Y17
- Y20 تا Y27
M: حافظهای داخلی که به آنها رلههای کمکی یا فلگ نیز میگویند. این حافظهها هم به عنوان ورودی و هم به عنوان خروجی استفاده میشوند و به صورت بیتی هستند. Mها به سه دسته کلی تقسیم می شوند:
- حافظه های عمومی که ناپایدار هستند.(با قطع برق ریست می شوند)
- حافظه های عمومی که پایدار هستند.(بت قطع برق وضعیت شان حفظ می شود)
- حافظه های مخصوص که بعضی از آنها پایدار می باشد.
برای اطلاع از تعداد و مشخصات حافظه های داخلی (M)، به کاتالوگ PLC مراجعه کنید وبرای یادگیری بیشتر میتوانید آموزش PLC را شروع کنید.
مثال: پی ال سی مدل PLC 14SS2

Mها در هر قسمت General و Latched و special مشخص شده است. از هرکدام در موقعیت مورد نظر استفاده میشود. به عنوان مثال M1000 به محض RUN شدن پی ال سی فعال (ON) می شود. با مراجعه به راهنما جزییات این حافظه ها را میبینید.
D: رجیسترهایی که به صورت 16 و 32 بیتی هستند به چند دسته تقسیم میشوند:
- رجیسترهای ناپایدار (General).
- رجیستر های پایدار .(Latched)
- رجیسترهای خاص که دارای عملکرد خاصی است.
- رجیسترهای خاص که برای ماژول های خاصی تعیین شده اند.

برای اطلاع از مشخصات رجیسترها باید به راهنمای پی ال سی های دلتا مراجعه شود.
T: همان TIMER است که به عنوان زمان سنج عمل کرده و یک ورودی است.
C: همان COUNTER است. وظیفه شمارش را به عهده دارد و یک ورودی است.
S: رله های مرحله ای (Step Relay) بوده و در برنامهنویسی فرآیندهای ترتیبی استفاده می شود.
F و E: ایندکس که می تواند به عنوان رجیسترهای کمکی در برخی از دستورات استفاده شود.
در این جا یک سری نکات است که باید در برنامه نویسی رعایت کنید:
- اعداد صحیح دسیمال باید با پیشوند K نمایش داده می شود: K55
- اعداد در مبنای هگز با H نمایش داده می شود: H4B
- اعداد اعشاری با پیشوند F نمایش داده می شوند: F78.23
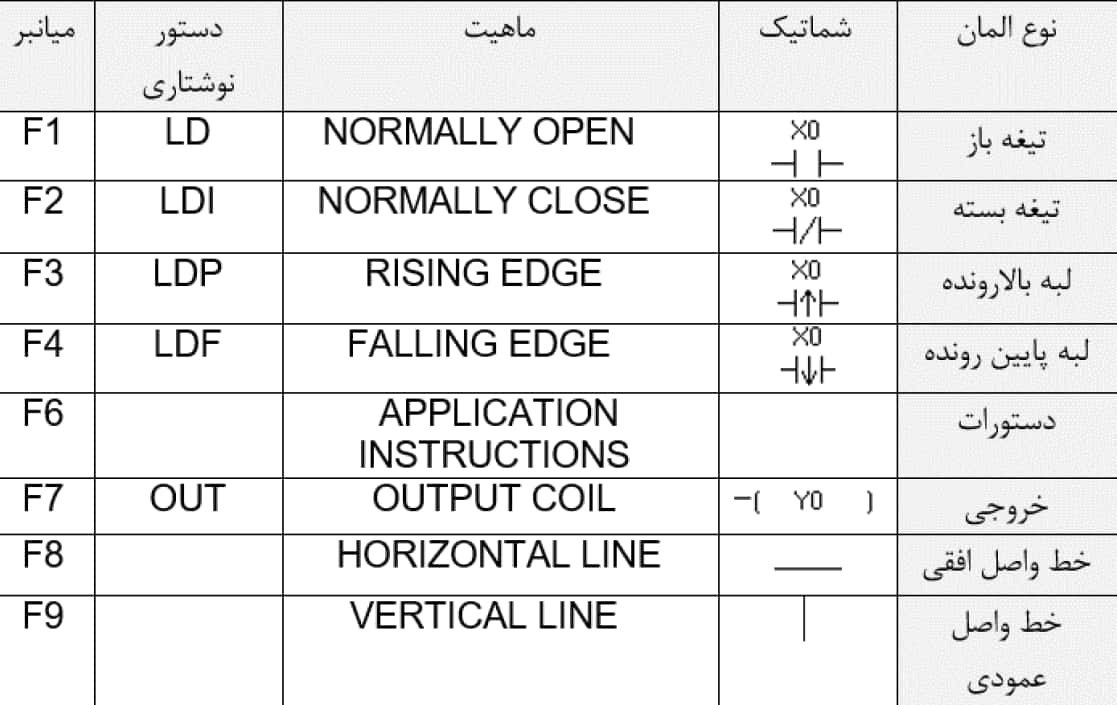
در قسمت نوار ابزار برنامه WPLSoft المانهایی هستند که فوق العاده پرکاربردند، ابتدا این المانها را بررسی میکنیم:

از سمت چپ به ترتیب
- تیغه باز (Normally Open Contact)
- تیغه بسته (Normally Close Close)
- لبه بالا رونده (Rising Edge)
- لبه های پایین رونده (Falling Edge)
- رله های مرحله ای (Step Relay)
- دستورات برنامه (Application Instruction)
- خروجی (Output Coil)
- اتصال خط افقی (Horizontal)
- اتصال خط عمودی (Vertical Line)
- عملگر NOT (Inverse Logic)
- توابع مقایسه ای (Comparison)
- لبه بالا رونده (مورد استفاده برای چندین تیغه)
- لبه پایین رونده (مورد استفاده برای چندین تیغه)
- پاک کردن خط عمودی
- اضافه کردن خط عمودی
- پاک کردن خط عمودی (مكان نما به خط پايين منتقل ميشود)
قبل از بررسی انواع مثالها میتوانید با خرید PLC دلتا یادگیری خود را بهصورت پیشرفتهتر شروع کنید.
مثال:
برنامه ای بنویسید که با یک شستی (استارت) موتور روشن و با شستی دیگر (استوپ) موتور خاموش شود.
- X0: Start
- X1: Stop
- Y0: Motor
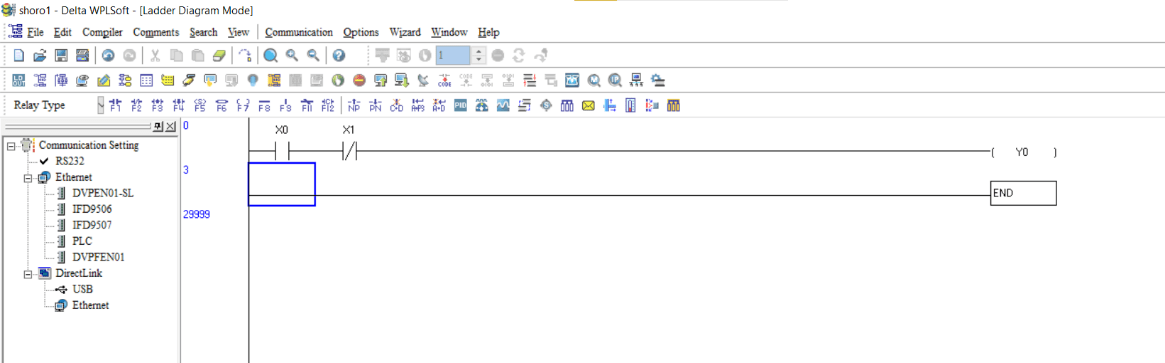
نشانگر را ابتدای خط قرار داده و شروع به تایپ دستور میکنیم. پس از نوشتن LD X0، دکمه Enter را زده و یا روی گزینه OK کلیک میکنیم.

در ادامه مجدد مثل قبل برای شستی استوپ LD X1 ، دکمهی Enter را میزنیم.

و در ادامه خط مجدد OUT Y0 را نوشته و روی گزینه OK کلیک میکنیم.

در نهایت برنامه به صورت زیر می شود.
در اینجا شما می توانید در صورت دسترسی نداشتن به سخت افزار PLC، از قسمت شبیه ساز WPLSoft استفاده کنید.

- ابتدا گزینه Simulator را فعال میکنید.
- بعد گزینه Write to PLC را برای دانلود برنامه کلیک میکنید.
- سپس برنامه را در حالت Online Mode میگذارید.
- حال با زدن گزینه RUN برنامه PLC را اجرا میکنید.
- اگر بخواهید ورودی های نوع X را از سیمولاتور فعال کنید باید روی این گزینه کلیک کنید. اما اگر ورودی ها از نوع M باشد، نیازی به این گزینه نیست.
برای تهیه پی ال سی کافی است به نمایندگی دلتا مراجعه کنید و آن را خریداری نمایید. در ادامه کافی است بر روی ورودی X0 کلیک راست کنید. Set On را بزنید. برای خارج شدن از حالت تحریک، مجدد کلیک راست کرده و Set Off را بزنید.
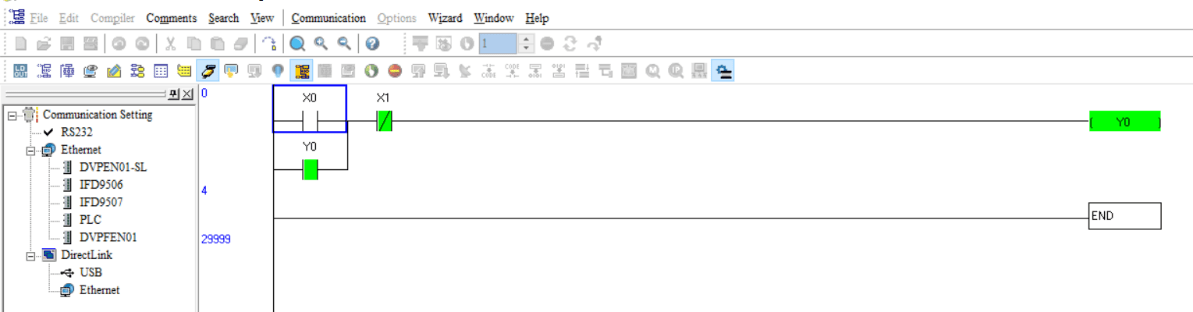
در برنامه فوق همان گونه که میبینید با فعال کردن ورودی استارت (X0)، خروجی (Y0) روشن میشود. اما خروجی تا زمانی روشن است که دست ما روی شستی استارت باشد. با برداشتن دست از روی شستی استارت، خروجی (Y0) غیر فعال می شود. برای رفع این مشکل در صنعت تیغه باز خروجی را با شستی استارت موازی میکنند. به صورت زیر:
نکته: در نظر داشته باشید برای ایجاد فاصله بین دو خط برنامه، از Ctrl+I و برای حذف فاصله Ctrl+Y استفاده کنید.
در جدولی که مشاهده میکنید فهرستی از دستورات المانها به منظور سرعت بخشیدن به برنامهنویسی شما تهیه شده است.
نکته: برای دسترسی به دستورات موجود در برنامه WPLSoft میتوانید از کلید میانبر F6 یا در قسمت نوار ابزار، آیکون F6 کلیک کنید. با انجام این کار صفحهای به صورت زیر باز میشود.
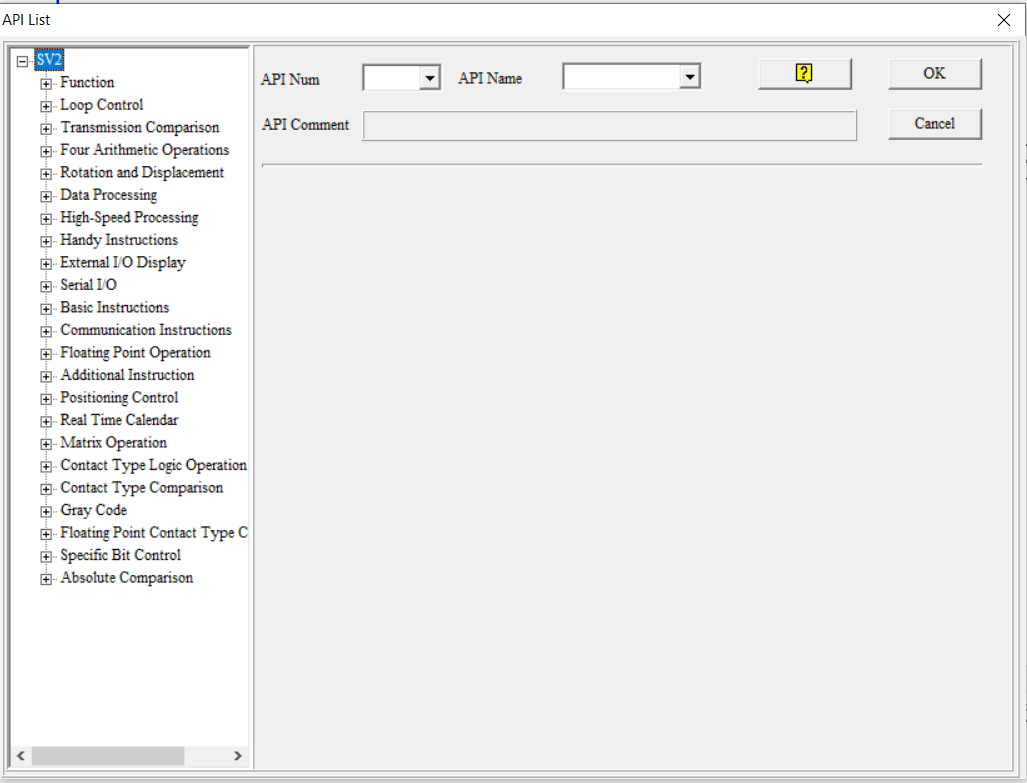
1- در قسمت SV2 تمامی دستورات PLC وجود دارد.
2- API Num: در اینجا می توانید شماره دستور مورد نظر خود را جستجو کنید.
3- API Name: در این قسمت نام دستور مورد نظر خود را جستجو کنید.
4- در این قسمت میتوانید اطلاعات درمورد دستور خود را ببینید.
پس از آنکه دستور مورد نظر خود را یافتید باید اطلاعات کامل را در دیگر قسمت های جدول وارد کنید. در انتها با کلیک بر OK ، به دستور مورد نظر خود دسترسی پیدا میکنید.
در این مقاله منوهای نرم افزار WPLSoft به طور کامل توضیح دادیم. همچنین در مورد المان ها و دستورات ابتدایی که در نوار ابزار است برایتان به طور مفصل شرح دادیم. در قسمت دوم این مقاله دستورات این نرم افزار را با هم بررسی میکنیم.
فهرست دستورات نرم افزار wplsoft
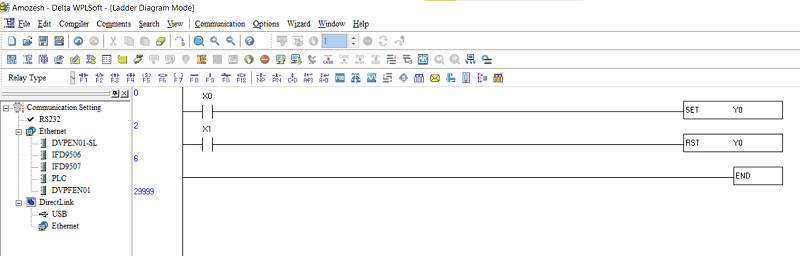
مثال با زدن لحظه ای شستی (X0)، خروجی به طور دائم روشن شود و با فشردن شستی دیگر به طور آنی (X1) خروجی خاموش شود.
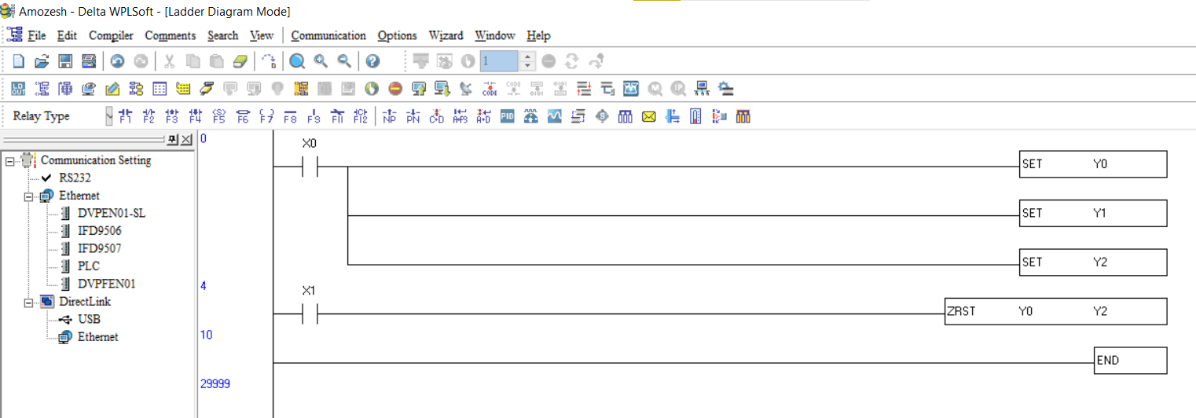
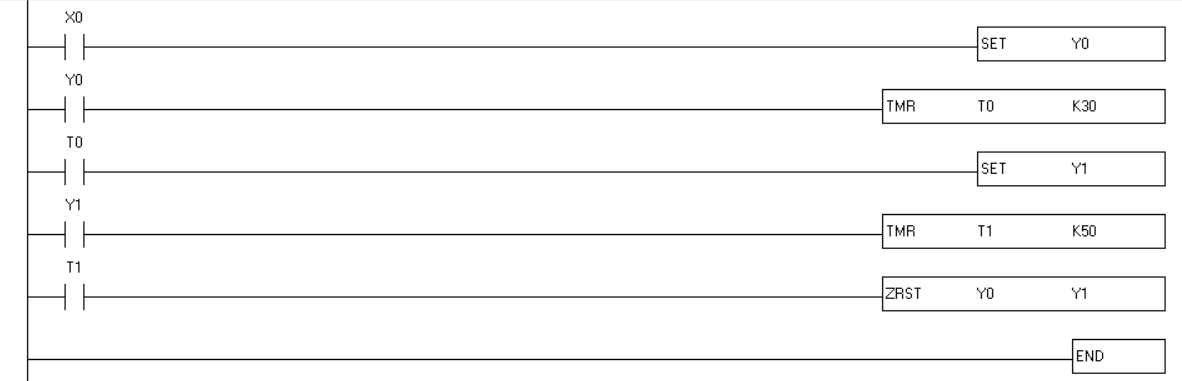
دستور ZRST
زمانی که بخواهید چندین خروجی را به طور همزمان خاموش کنید از دستور ZRST استفاده کنید. اینگونه حجم برنامه نیز کم می شود.
مثال : برنامه ای بنویسید که با فشردن کلید ورودی(X0) سه خروجی (Y0 ,Y1 ,Y2) روشن شوند و با فشردن ورودی دیگر، تمامی خروجی ها خاموش شوند.
دستور ALT
این دستور میتواند وضعیت خروجی را معکوس کند. یعنی اگر خروجی روشن باشد آن را خاموش میکند و اگر خروجی خاموش باشد آن را روشن میکند.
نکته: وقتی این دستور را استفاده میکنید باید ورودی لبه بالا رونده (Rising Edge) یا پایین رونده (Falling Edge) انتخاب کنید. البته میتوانید بجای ALT از ALPT استفاده کنید.
زمانی که شما X را تحریک کنید تعداد بسیاری پالس به دستور ALT میرسد. این امر موجب ناپایداری این دستور میشود. برای همین از تیغه حساس به لبه یا دستور ALTPاستفاده می شود تا تنها یک پالس در هنگام تحریک ورودی به دستور برسد.
در مثال زیر با هر بار set on یا set off ورودی X1، وضعیت خروجی Y0 تغییر وضعیت می دهد.

مثال بالا را به شکل زیر هم میتوان نوشت:

دستور المانهای حساس به لبه پالس
بعضی مواقع در برنامهنویسی نیاز است در لحظه قطع یا وصل یک کنتاکت، یک پالس موقت تولید شود.
در مثال زیر، به محض فعال شدن ورودی X0 (لبه ی بالا رونده)، پالسی به مدت یک سیکل، خروجی Y0 را روشن میکند. کلید میانبر این دستور F3است.

منظور از یک سیکل، اجرای یک دورکامل یک برنامه است. همه المانها میتوانند حساس به لبه بالا رونده باشند.
چنانچه بخواهید در صورت تحریک چند المان ورودی یک پالس با لبه بالا رونده تولید شود از دستور NP استفاده کنید.

برای شرکت در دوره آموزشی پی ال سی دلتا، با شماره تلفن 87700210 تماس حاصل فرمایید.
همان گونه که در مثال بالا مشاهده میکنید. ابتدا X0 فعال شده است. اگر به محض فعال شدن X1 و بعد از آن M0 وصل شود. آنگاه یک پالس با مدت زمان سیکل تولیدمیشود.
از مثال بالا متوجه می شوید چندین المان به صورت موازی و سری میتوانند قبل از دستور NP قرار بگیرند.
دستور المان حساس به لبه ی پایین رونده

همان طور که میبینید این بار با فعال کردن X0 هیچ پالسی فرستاده نمیشود اما به محض غیرفعال کردن ورودی X0 (لبه پایین رونده)، پالسی به مدت یک سیکل تولید شده است. بعد از آن خروجی Y0 روشن میشود. کلید میانبر این دستور F4 است.
چنانچه بخواهیم در صورت تحریک چند المان ورودی، یک پالس با لبه ی پایین رونده تولید شود از دستور PN استفاده کنید.
دستورSET
میتوانید به جای استفاده از خروجی (Y0) از دستور (SET Y0) استفاده کنید.
دستورRST
هر زمانی که از دستور SET در برنامه استفاده کردید، برای غیر فعال کردن خروجی مورد نظر از دستور RST استفاده کنید در غیر این صورت خروجی به طور دائم روشن میماند!
حال مثال زیر را در نظر بگیرید:

چناچه ورودی المانها به هم وصل شود هیچ پالسی تولید نمیشود. فرض کنید ورودی های X0 ،X1, و M0 وصل شده باشند. به محض قطع یکی از ورودیها (لبه پایین رونده) خروجی Y0 مدت یه سیکل روشن و سپس خاموش خواهد شد.
در این جا نیز میتوانید چندین ورودی با المانهای متفاوت به صورت سری و موازی قبل از دستور PN استفاده کنید.
دستور NOT
اگر بخواهید برنامه مورد نظر، به طور معکوس عمل کند از دستور INV استفاده کنید.
این دستور منطق برنامه را معکوس میکند.

در این مثال اگر یکی یا همه ورودیها غیرفعال باشند آنگاه به صورت معکوس عمل میکند. در نتیجه خروجی Y0 روشن میشود. در صورتی که هر سه ورودی وصل باشند خروجی Y0 خاموش میشود. یعنی در این دستور کاملا برعکس خواهد شد.
دستور تایمرها (Timer)
دستورات متعددی برای زمانسنجی وجود دارد. در این مبحث در مورد برخی از این تایمرها توضیحاتی در اختیار شما قرار میدهیم.
در ابتدا لازم به ذکر است که تایمرها با توجه به شمارهای که دارند به سه دسته تقسیم میشوند:
- تایمر با ضریب (رزولوشن) 100 میلی ثانیه
- تایمر با ضریب (رزولوشن) 10 میلی ثانیه
- تایمر با ضریب (رزولوشن) 1 میلی ثانیه
تایمرهای 100ms حداقل زمانی را که می توانند زمان سنجی کنند 100ms است. برای اطلاع از مشخصات تایمر های PLC ها به فایل راهنمای آن مراجعه کنید.
دستور TMR
از دستورات پر کابرد تایمر است. با استفاده از این دستور میتوانیم تایمر های تاخیر در وصل (ON DELAY) و تاخیر در قطع (OFF DELAY) را بسازیم.
دستور TMR به ورودی خود وابسته است. یعنی اگر ورودی این دستور خاموش باشد تایمر نیز متوقف میشود و ورودی روشن باشد تایمر نیز فعال میشود.
حال چند مثال متفاوت را باهم بررسی میکنیم:
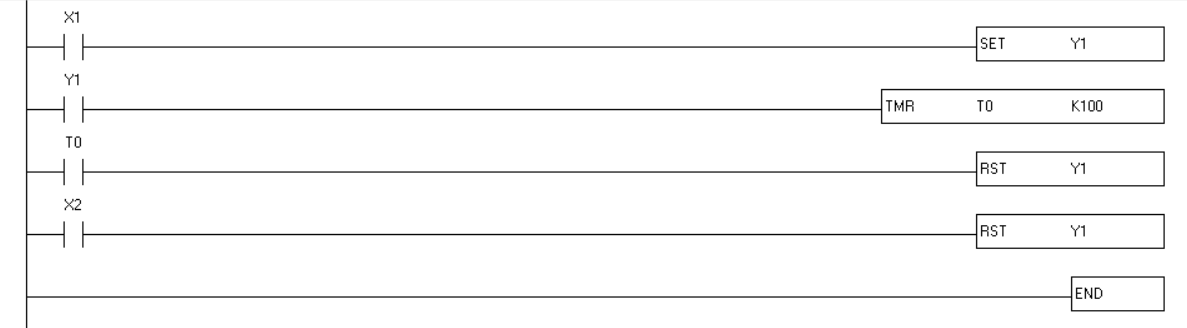
مثال: با زدن شستی استارت (X1)، موتور (Y1) روشن شود و پس از 10 ثانیه خاموش شود.
مثال: برنامه ای بنویسید که با تحریک ورودی با تحریک ورودی X0 خروجی Y0 فعال شود و بعد از 3 ثانیه خروجی Y1 روشن شود و بعد 5 ثانیه هر دو خروجی خاموش شود.
دستور ATMR
تفاوت آن با TMR آن است که میتواند مستقیما خروجی را فعال کند.
استفاده از دیتا رجیسترها (D) به جای اعداد ثابت
از دیتا رجیسترها که با D نمایش داده میشوند میتوان به جای اعداد ثابت که با پیشوند K هستند استفاده کرد. که انواع آن را میتوانید در قسمت راهنمای نرم افزار WPLSoft مشاهده کنید. زمانی از این رجیسترها استفاده میشود که مقدار همیشه متغییر است.
در دستورات 32 بیتی، دو رجیستر به طور متوالی اشغال میشوند.
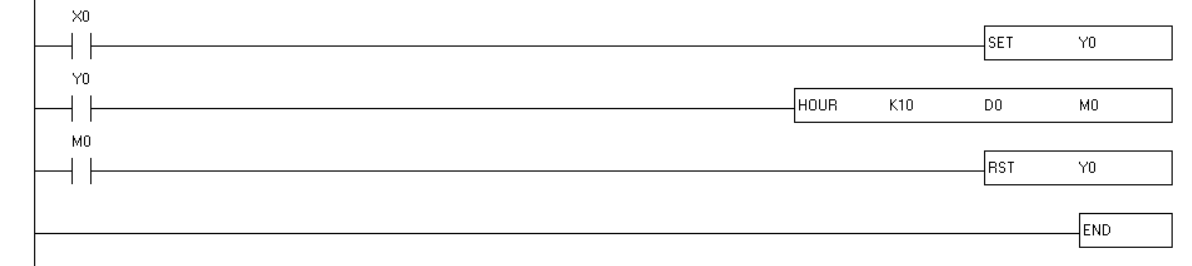
دستور HOUR
این دستور به ساعت سنج معروف است. شما می توانید با استفاده از این دستور مدت زمان فعال و غیر فعال بودن خروجی را ثبت کنید.
مثال: با فشردن شستی X0 موتور Y0روشن می شود. دستور HOUR بعد از گذشت مثلا 10 ساعت(K10) ، M0 فعال میشود و Y0 را خاموش میکند. مدت زمان مورد نظر برحسب ساعت در D0 و برحسب ثانیه در D1 ذخیره می شود. دو رجیستر متوالی اشغال شدند.
ساختن پالس با استفاده از تایمر
با استفاده از تایمرها می توان سیگنال پالس ساخت. البته دستورهای مختلفی برای تولید پالس در PLC DELTA وجود دارد. اما در این بخش می خواهیم با استفاده از تایمرها این کار را انجام دهیم. به طور کلی برای ساختن پالس زیر به دو تایمر احتیاج است.

با توجه به شکل زمان ton را به یک تایمر و زمان toff را به یک زمان دیگر اختصاص می دهیم.
برنامه زیر مربوط به ساختن پالس است. در این برنامه خروجی بیت T0 همان پالسی است که مد نظر ماست.

در این برنامه D0 رجیستری است که مقدار زمان toff را برای تایمر T0 تنظیم میکند و همچنین D1 رجیستری است که مقدار ton را برای تایمر T1 ست میکنیم. میتوانید مقادیر ثابتی را برای رجیسترها تنظیم کنید.
دستور شمارنده CNT
این دستور به ازای هر پالس در ورودی، یک واحد به مقدار قبلی خود اضافه میکند. کانترها به دستههای 16 بیتی، 32 بیتی، کانترهای سرعت بالا (سخت افزاری و نرم افزاری) تقسیم میشوند. برای به دست آوردن اطلاعات کانترها به فایل راهنمای هر PLC مراجعه کنید.
مثال: برنامه بنویسید که تعداد محصولات تولید شده را توسط یک نوارنقاله حمل و توسط یک سنسور دیجیتال شمارش می شوند را کنترل کنیم و هنگامی که تعداد 10 محصول شمارش شد، سیستم برای هشدار به اپراتور چراغ آلارمی را به مدت 5 ثانیه روشن کند و نوار نقاله نیز متوقف شود.
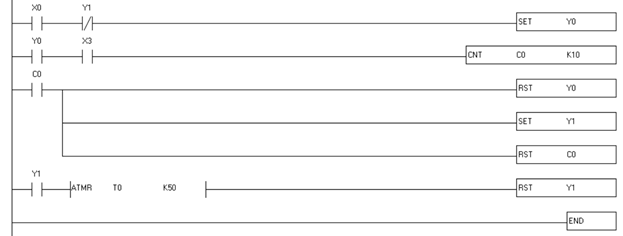
در برنامه بالا مشخص است با فعال شدن استارت (X0) و خاموش بودن آلارم (Y1) نوار نقاله روشن میشود (Y0). با روشن شدن نوار نقاله و با هر بار محصول دیدن سنسور (X3) کانتر شمارش میکند تا به 10 بار محصول دیدن برسد. با روشن شدن (C0) نوار نقاله و کانتر غیرفعال و آلارم روشن میشود. پس از 5 ثانیه آلارم نیز خاموش میشود.
دستور CNTD
زمانی که تعداد دفعات ارسال پالس به کارنتر از محدودهی یک عدد 16 بیتی یعنی 32767 بیشتر شود، باید از یک کانتر 32 بیتی برای شمارش استفاده شود. برای آگاهی از شماره کانترها در PLC های مختلف به فایل راهنمای آن PLC مراجعه کنید.
نکته: تمام شمارندههای 16 بیتی، شمارندههای Up Counter یا همان بالا رونده هستند.
نکته: تمامی شمارنده های 32 بیتی دو حالت up counter (بالارونده) و down counter (پایینرونده) هستند. در حالت عادی آنها بالارونده هستند اما اگر بیت حافظه مخصوص شماره آن کانتر set شود آنگاه کانتر مورد نظر پایینرونده میشود.
برای مثال در PLC SS2 برای کانترهای C200 تا C223 بیتهای M1200 تا M1223 اختصاص یافته است. این بیتها به صورت LATCH می باشند یعنی اگر یک بار آنها را SET کنیم، آن وقت با خاموش و روشن شدن PLC، SET باقی میماند.
دستور INC
این دستور به صورت یک شمارنده افزایشی است برای مواقعی که نیاز داریم ثبت شود، یک خروجی چند بار فعال شده است.
مثال: در برنامه پایین ، با هربار فشردن شستی X0، دستور INC در هر سیکل اجرای برنامه یک واحد به D0 اضافه میکند. چون سرعت هر سیکل خیلی بالا است. با هر بار فشردن تعدادی زیادی سیکل اجرا شده و D0 بیشتر از یک واحد اضافه میشود.

اگر میخواهید با هر بار فشردن ورودی X0، فقط یک واحد D0 اضافه شود. از نکات زیر استفاده کنید:
- از ورودی های پالس یعنی استفاده از لبه های بالا رونده و پایین رونده.
- استفاده از دستور INCP.
این دستور به صورت معکوس شمارش میکند. همانند برعکس دستور INC.دستورات ریاضی
اعمال ریاضی برای 16 بیتی:
جمع: ADD
تفریق: SUB
ضرب: MUL
تقسیم: DIVاعمال ریاضی برای 32 بیتی:
جمع: DADD
تفریق: DSUB
ضرب: DMUL
تقسیم: DDIVاعمال ریاضی برای اعداد اعشاری:
جمع: DADDR
تفریق:DSUBR
ضرب: DMULR
تقسیم: DDIVRمحدوده اعداد 16 بیتی از 32768+ و 32767- است. اعداد بزرگتر از این محدوده به عنوان 32 بیتی در نظر گرفته میشوند.دستور جمع (ADD) برای اعداد صحیح
با استفاده از این دستور میتوانید دو مقدار ثابت و یا محتویات درون دو رجیستر را باهم جمع کرده و حاصل را درون یک رجیستر دیگر قرار دهید.
مثال: دو عدد ثابت K250 و K60 را با یکدیگر جمع کنید.

دقت کنید که حاصل اعمال ریاضی در دستورات 16 بیتی از 32768+ تا 32767- بیشتر نشود.
با این دستور میتوان دو مقدار ثابت یا محتویات درون دو رجیستر را بر هم تقسیم کرد و در رجیستری دیگر قرار داد.

مثال: دو عدد صحیح K689 و K248 را از هم کسر کنید.


دستور FLT و DFLT
با استفاده از دستور FLT میتوان فرمت عدد صحیح 16 بیتی را به فرمت 32 بیتی اعشاری تغییر داد و با استفاده از دستور DFLT میتوان فرمت عدد صحیح 32 بیتی را به فرمت 32 بیتی اعشاری تغییر داد. مثال: در این برنامه عدد صحیح 16 بیتی درون رجیستر D0 به فرمت اعشاری 32 بیتی تبدیل شده و درون رجیسترهای D1 و D2 منتقل میشود.

بعد از تبدیل فرمت عدد صحیح به عدد اعشاری باید نحوه نمایش عدد در برنامه را نیز به حالت اعشاری تغییر دهیم. کافیست به ترتیب زیر عمل کنید
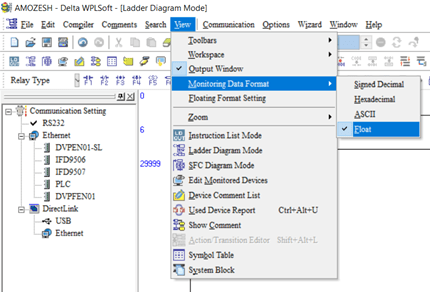
:بعد از انتخاب Float، نحوه نمایش اعداد نیز به صورت اعشاری خواهد شد.
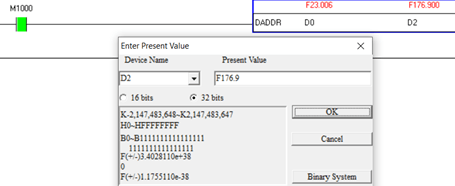
دستور جمع اعداد اعشاری (DADDR)
به عنوان مثال دو عدد اعشاری 32.8 و 123.542 را با یکدیگر جمع کرده و حاصل را در یک رجیستر مانند D0 میبینیم:

رجیستر های D0 و D1 به دلیل 32 بیتی بودن این دستور مورد استفاده میگیرد.
برای وارد کردن اعداد ثابت اعشاری باید از پیشوند F استفاده کرد.
دستور جمع اعداد اعشاری (DADDR) با مقدار دادن به رجیستر های برنامه:

برای مقدار دادن به رجیسترها بعد از دانلود برنامه روی حالت ONLINE دستور فوق را انتخاب کنید. سپس روی آن کلیک راست کرده و گزینه Change present value انتخاب میکنید.در پنجره باز شده از کادر سمت چپ رجیستر مورد نظر انتخاب کرده و درکادر سمت راست، عدد مورد نظر را با پیشوند F مینویسیم. همچنین گزینه 16 یا 32 بیتی بودن را نیز انتخاب میکنید.
دیگر دستورات ضرب، تقسیم و تفریق همانند جمع انجام میشوند.
دستور انتقال MOV
با استفاده از این دستور می توان مقدار درون یک رجیستر یا یک عدد ثابت را به یک رجیستر دیگر انتقال داد.
مثال: با توجه به مثال باید دقت کنید که دستور برای اعداد 32 بیتی به صورت DMOV است همچنین برای اعداد اعشاری DMOVR استفاده می شود.

نکته: به این نکته توجه داشته باشید برای این که عدد درون رجیستر به صورت اعشاری داده شود به صورت زیر عمل کنید.
View > Monitoring Data Format > Floatدستورات مقایسه کننده
این دستورات که برای عمل مقایسه بین دو عدد است. که به صورت زیر هستند:
LD= : حالت مساوی
LD<> : حالت نامساوی
LD< :=”” حالت=””>
LD> : حالت بزرگتر
LD<= :=”” حالت=”” کوچکتر=”” یا=””>
LD>= : حالت بزرگتر یا مساویاین دستورات برای اعداد 16 بیتی هستند. برای اعداد 32 بیتی کافی است به ابتدای دستورات D اضافه کنید. برای مثال LD= ، به DLD= تغییر میکند.
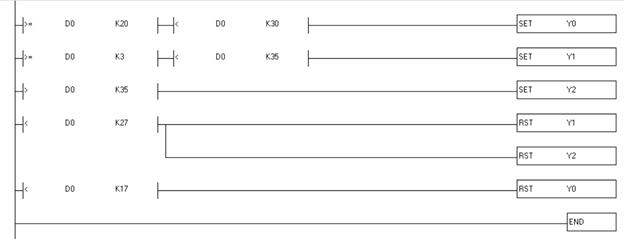
مثال: دمای مطلوب درون سالنی 20 درجه است. اگر دما بین 20 تا 30 درجه بود چیلر اول کار کند اگر بین 30 تا 35 بود چیلر دوم هم اضافه شود اگر 35 به بالا بود هر سه چیلر باهم کار کند اگر دما به 27 درجه رسید چیلر دوم تا سوم خاموش شود و اگر از 17 درجه دما کمتر شد چیلر اول خاموش شود. chiller 1: Y0 chiller 2: Y1 chiller3: Y2
راههای ارتباطی نیک صنعت
- شماره تماس: 87700210-021 (30 خط)
- واحد فروش: 09197872783
- واحد آموزش: 09197872786
- واحد تعمیرات: 09197872789
- ایمیل: info@nicsanat.com
- آدرس شرکت: تهران، خیابان بهشتی، خیابان میرعماد،کوچه پیمانی (یازدهم)، پلاک 17

نظرات کاربران