
مزایا آموزش سیماتیک منیجر و برنامه نویسی PLC
با پیشرفت روز افزون تکنولوژی و پروسههای تولیدی و صنعتی میتوان گفت PLC جایگزین سیستمهای رلهای، پنوماتیکی و … شده است. پی ال سیها مزایا زیادی نسبت به سیستمهای رلهای دارد، از جمله میتوان عیب یابی راحتتر، سیم کشی و اتصالات سادهتر، برنامه نویسی با قابلیت تغییر آن اشاره کرد. PLC قابلیتها و ویژگیهایی نظیر سمارنده، مقایسهگر، تایمر و زمان سنج و … دارد که کنترل یک سیستم پیچیده را سادهتر میکند. با استفاده از نرم افزار Simatic Manager میتوان برنامههای خود را با استفاده از زبانهای ladder، FBD و STL بنویسید و بخوانید. در این مقاله به آموزش Simatic Manager در دو حوزه آنالوگ و دیجیتال میپردازیم. یکی از مباحث این مقاله بررسی انواع شمانرده پی ال سی زیمنس است و آن را داخل نرم افزار سیماتیک منیجر شرح میدهیم.
بررسی مبحث counter در آموزش Simatic Manager
کانترها در واقع المانهایی میباشند که وظیفه آنها شمارش و ذخیره تعداد دفعات اجرای یک فرایند یا عملیات و سپس نمایش آن است. این کانترها در اغلب خطوط تولیدی به کار میروند. برای مثال در پروژههایی مانند شمارش تعداد محصولات بسته بندی یا تعداد محصولات عبوری از جلوی سنسور استفاده میشود. با عبور جسم، یک سیگنال به شمارنده ارسال میشود و تمامی محصولات در خطوط تولیدی شمارش میشوند. در این مقاله میخواهیم آموزش Simatic Manager و انواع کانترهای موجود در برنامه Simatic Manager را بررسی کنیم. در ابتدا به توضیح قسمت hardware برنامه Simatic Manager میپردازیم:
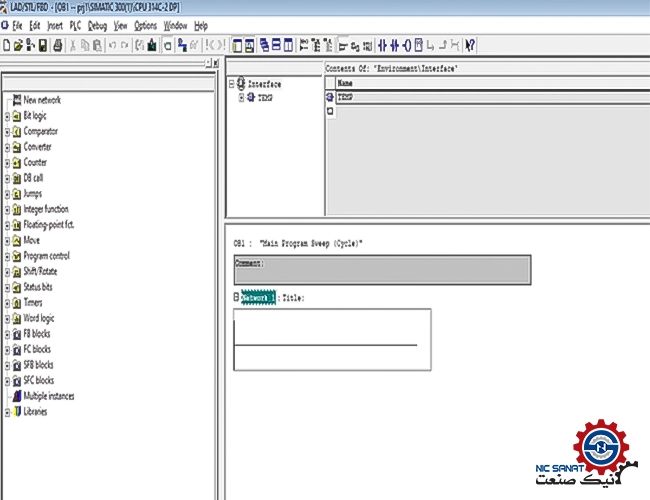
برنامه Simatic Manager را باز کنید. از قسمت file و سپس new، پروژه جدید را باز کنید و مانند تصویر زیر، اسم پروژه را انتخاب کنید. در اینجا بر روی پی ال سی s7.300 کار میکنیم. از قسمت insert، station را کلیک کنید و نوع plc خود را انتخاب کنید.
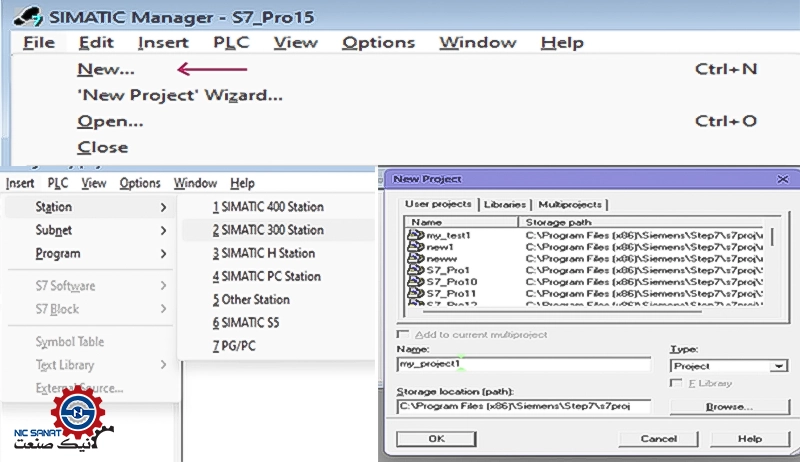
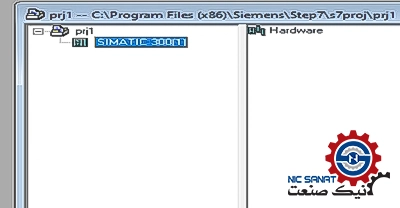
در پنجره به ترتیب بر روی گزینه siemens 300 و سپس hardware کلیک کنید و وارد پنجره سخت افزار شوید.
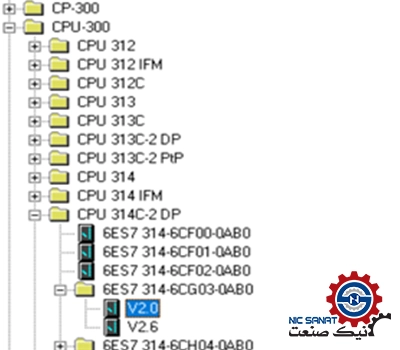
برای configure پی ال سی ابتدا از rail استفاده کنید. کاربرد rail اتصال و نگهداری تمامی ماژولها است. سپس منبع تغذیه را انتخاب کنید و اولین اسلات ریل مربوط به منبع تغذیه است که وظیفه آن تامین ولتاژ مورد نیاز plc است. در ادامه CPU و moduleهای مورد نظر را با توجه به سری و order number مربوطه انتخاب کنید و به rail اضافه نمایید. order number کدی است که برند siemens برای محصولات خود تعریف میکند و میتوان با توجه به آن، میتوان مدل محصول را مشخص کرد. این موضوع در آموزش سیماتیک منیجر بسیار مهم است.
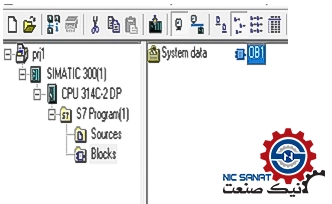
در نهایت hardware خود را با کلیک بر روی گزینه save and compile ذخیره کنید و سپس در پنجره SIMATIC Manager به ترتیب با کلیک بر روی CPU ،blocks و OB1 وارد پنجره برنامه نویسی شوید.
آموزش سیماتیک منیجر بخش counter پی ال سی S7-300 زیمنس
از منو سمت چپ پنجره OB1 میتوانید پوشه counter را انتخاب کنید. سپس counter مورد نیاز خود را انتخاب کنید. counter موجود در برنامه SIMATIC Manager سه شمارنده دارد که شامل کاهشی (S-CUD)، افزایشی (S-CU) و کاهشی (S-CD) است.
آموزش Simatic Manager بخش شمارنده افزایشی (S-CU) پی ال سی 300
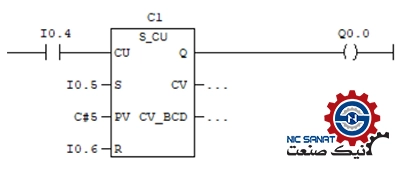
همان طور که از اسم شمارنده مشخص است، با هر بار تحریک ورودی یک عدد رو به بالا اضافه میشود. ورودی این شمارنده پایه cu یا count up است که معمولا آدرس ورودی که سنسور به آن متصل است را میگیرد. لازم به ذکر است با فعال شدن تیغه ورودی این شمارنده (برای مثال در اینجا با فعال شدن تیغه I0.4)، خروجی بلافاصله فعال میشود (در اینجا کویل Q0.0 فعال میشود). مقدار شمارش، با توجه به تعداد دفعات فعال شدن تیغه ورودی افزایش مییابد. پایه R میتواند مقادیر شمارنده را شمارش کند یاا ریست (تنظیم مجدد) کند. پایه CV مقدار لحظهای شمارش شده توسط counter را نشان میدهد.
شمارنده کاهشی (S-CD) پی ال سی S7-300 زیمنس
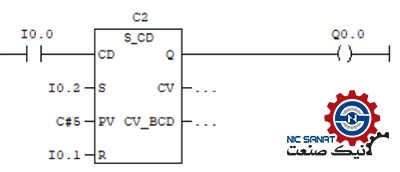
همانطور که در تصویر مشاهده میکنید ابتدا در قسمت بالا بلوک باید شمارنده (counter) را آدرس دهی کنید. برای مثال این counter آدرس c0 را دارد. این شمارنده با هر بار فعال شدن ورودی، یک عدد از counter (شمارنده) کم میکند و در واقع رو به پایین شمارش میشود. میتوانید حد بالا شمارنده را در قسمت PV وارد کنید که با فرمت C#X نوشته میشود. با فعال کردن پایه S (در اینجا تیغه I0.2) مقادیر PV در قسمت CV قرار میگیرد. با این کار خروجی را به کانتر فعال میکنید (کویل Q0.0). سپس ورودی شمارنده (تیغه I0.0) فعال میشود و مقدار شمارش، کاهش مییابد. در صورتیکه این مقدار به صفر (0) برسد، خروجی غیر فعال خواهد شد.
شمارنده افزایشی – کاهشی (S-CUD) پی ال سی 300 زیمنس
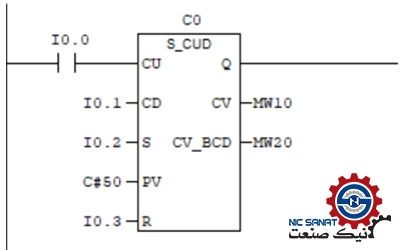
قسمت CU برای شمارش افزایشی است؛ درواقع زمانی که میخواهید بهطور مثال تعداد محصولات عبوری را بشمارید از سنسوری استفاده میکنید که با عبور محصول به ما پالس بدهد. سپس پایه این سنسور را به ورودی plc متصل کنید و تیغه این ورودی را به این قسمت خواهیم داد. قسمت CD برای شمارش کاهشی است، بهطور مثال برای اینکه تعداد محصولات تولیدی با تعداد محصولات خروجی برابر باشند، باید در مسیر خروج این محصولات باید از سنسور استفاده کنید. پایه سنسور را به ورودی دیگری از plc بدهید و تیغه این ورودی را برای این قسمت تعریف کنید.
قسمت S فعال کننده PV است. درواقع زمانی که تیغهای را به این قسمت اختصاص میدهید؛ با فعال شدن این تیغه، مقدار ماکزیمم در خروجی قرار میگیرد. قسمت PV میتوان مقدار ماکزیمم خروجی را تعیین کنید که مقدار با فرمت C# (برای مثال C#20) تعیین میشود. قسمت R هم برای reset کردن counter استفاده میشود یا همان برای صفر کردن خروجی کاربرد دارد. در قسمت CV مقدار شمارنده به فرمت HEX است که در واقع خروجی شمارنده نیز (هگزادسیمال) است.
در قسمت CV_BCD همان مقدار شمارنده را این بار با فرمت BCD میتوان مشاهده کرد. با فعال شدن قسمت CU (برای مثال در اینجا با فعال شدن تیغه I0.0) مقدار شمارش شده افزایش مییابد. با فعال شدن قسمت CD (برای مثال در اینجا با فعال شدن تیغه I0.1) مقدار شمارش شده کاهش مییابد. اگر مقدار شمارنده به مقدار مشخص شده برسد؛ در قسمت pv، خروجی به شمارنده فعال میشود.
راههای ارتباطی نیک صنعت
- شماره تماس: 87700210-021(30 خط)
- واحد فروش: 09197872783
- واحد آموزش: 09197872786
- واحد تعمیرات: 09197872789
- واحد پروژه: 09197872784
- ایمیل: info@nicsanat.com
- آدرس شرکت: تهران، خیابان بهشتی، خیابان میرعماد، کوچه پیمانی(یازدهم)، پلاک 17

نظرات کاربران